刀尖振擺調(diào)整式鑄鐵加工用面銑刀WSF406W采用低阻力刀片與刀尖振擺調(diào)整功能,,可實(shí)現(xiàn)優(yōu)質(zhì)的加工面與高生產(chǎn)率,。
以往的鑄鐵加工用銑刀為了防止發(fā)生刀尖崩刃,通常采用負(fù)角型刀片以增加刀尖強(qiáng)度,,但是在加工發(fā)動機(jī)汽缸體,、機(jī)床基座等比較大型的鑄鐵工件時(shí),對加工面與生產(chǎn)率的要求較高,。
從優(yōu)質(zhì)的加工面與高生產(chǎn)率兼顧的角度出發(fā),,刀尖振擺調(diào)整式鑄鐵加工用面銑刀WSF406W采用低阻力刀片,可抑制因加工溫度升高導(dǎo)致的工件變形,,并且所采用的刀尖振擺調(diào)整機(jī)構(gòu)可實(shí)現(xiàn)穩(wěn)定的精度,。還有可提高加工面精度的修光刃刀片,,一并發(fā)售。
刀尖調(diào)整式鑄鐵加工用面銑刀WSF406W的特點(diǎn)如下:
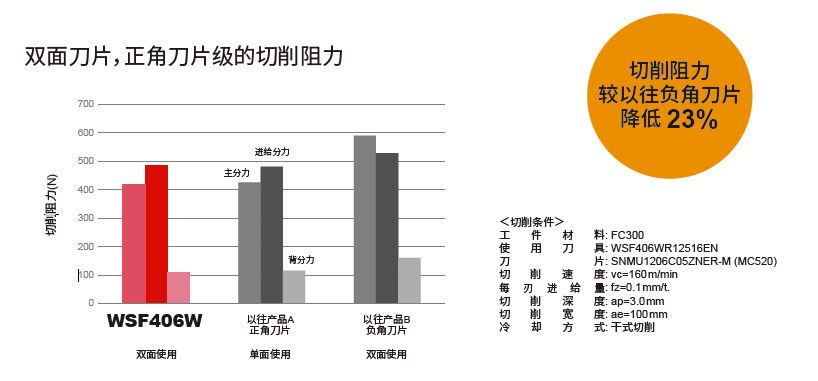
1. 獨(dú)立開發(fā)的“雙面Z形”刀片,,融合了以往正角?負(fù)角刀片的特點(diǎn),,雖為負(fù)角(雙面)刀片,卻可實(shí)現(xiàn)低阻力與良好的切削鋒利性,。
2. 性價(jià)比良好的M級精度刀片,,端面振擺可調(diào)整為0.010mm以下,在廣泛的切削深度以及進(jìn)給量條件下可實(shí)現(xiàn)Ra1.6μm以下的精度,。
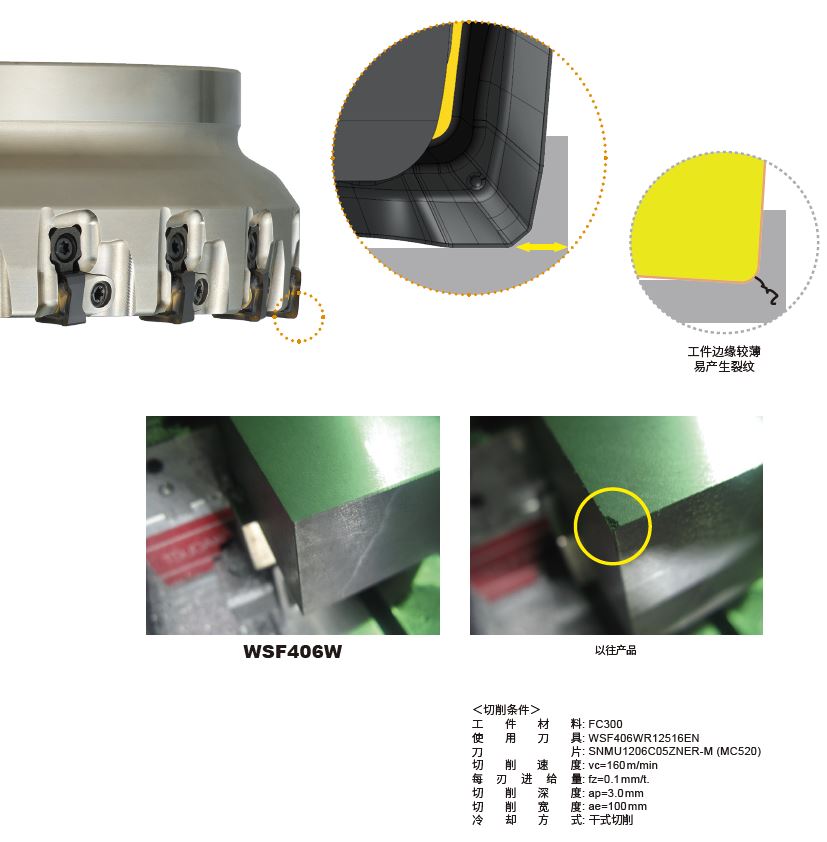
3. 刀片刃角部采用C面形狀,,可保持工件材料邊緣的厚度,使其提高強(qiáng)度來防止裂紋的發(fā)生,。
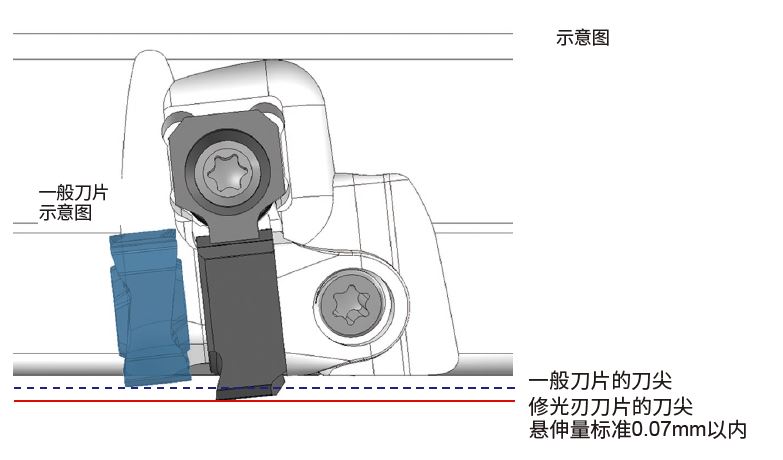
4. 采用新開發(fā)的修光刃刀片,,可減少毛刺、提高加工面精度,。
刀尖調(diào)整式鑄鐵加工用面銑刀


低切削阻力,,帶調(diào)整機(jī)構(gòu)
新一代高效鑄鐵加工
低阻力刀片與刀尖振擺調(diào)整功能, 實(shí)現(xiàn)良好的加工面與生產(chǎn)率
實(shí)現(xiàn)低阻力的高品質(zhì)刀片
自主開發(fā)的「雙面Z形」刀片,,融合了以往正角?負(fù)角刀片的特點(diǎn),,雖為負(fù)角(雙面)刀片,實(shí)現(xiàn)了低阻力以及良好的切削鋒利性,。另外采用C面形狀可抑制鑄鐵加工時(shí)易發(fā)生的崩碎現(xiàn)象,。
簡便的刀尖調(diào)整機(jī)構(gòu)
性價(jià)比好的M級刀片,端面振擺可調(diào)整為0.010mm以下,,廣泛的切削深度及進(jìn)給量條件下可實(shí)現(xiàn)
Ra1.6μm以下的精度,。

更高精度,更加簡單
采用旋轉(zhuǎn)螺釘即可調(diào)整的操作簡便的刀尖調(diào)整機(jī)構(gòu),。
調(diào)整機(jī)構(gòu)的零部件是成套配件,,更換簡單。

C面形狀,,抑制崩碎,,剝落
刀片刃角部采用C面形狀,,可保持工件材料邊緣的厚度,,使其提高強(qiáng)度來防止裂紋的產(chǎn)生。
修光刃刀片的高級使用方法
● 由于WSF406W采用調(diào)整機(jī)構(gòu),,因此只使用一般刀片也可以實(shí)現(xiàn)良好的加工面,,但當(dāng)使用修光刃時(shí),則無需調(diào)整高精度端面振擺,,仍可獲得
良好的加工面,。
此時(shí),,安裝修光刃刀片時(shí)的一般刀片振擺精度請?jiān)O(shè)定在0.04mm以內(nèi)。
● 使用1片修光刃刀片即可獲得精美的加工面,。
但是每轉(zhuǎn)進(jìn)給量為5.0mm/rev以上時(shí),,請?jiān)诘扼w上平均配置安裝2片以上的修光刃刀片。多個修光刃刀片間的振擺精度請?jiān)O(shè)定為0.003mm以內(nèi)使用,。
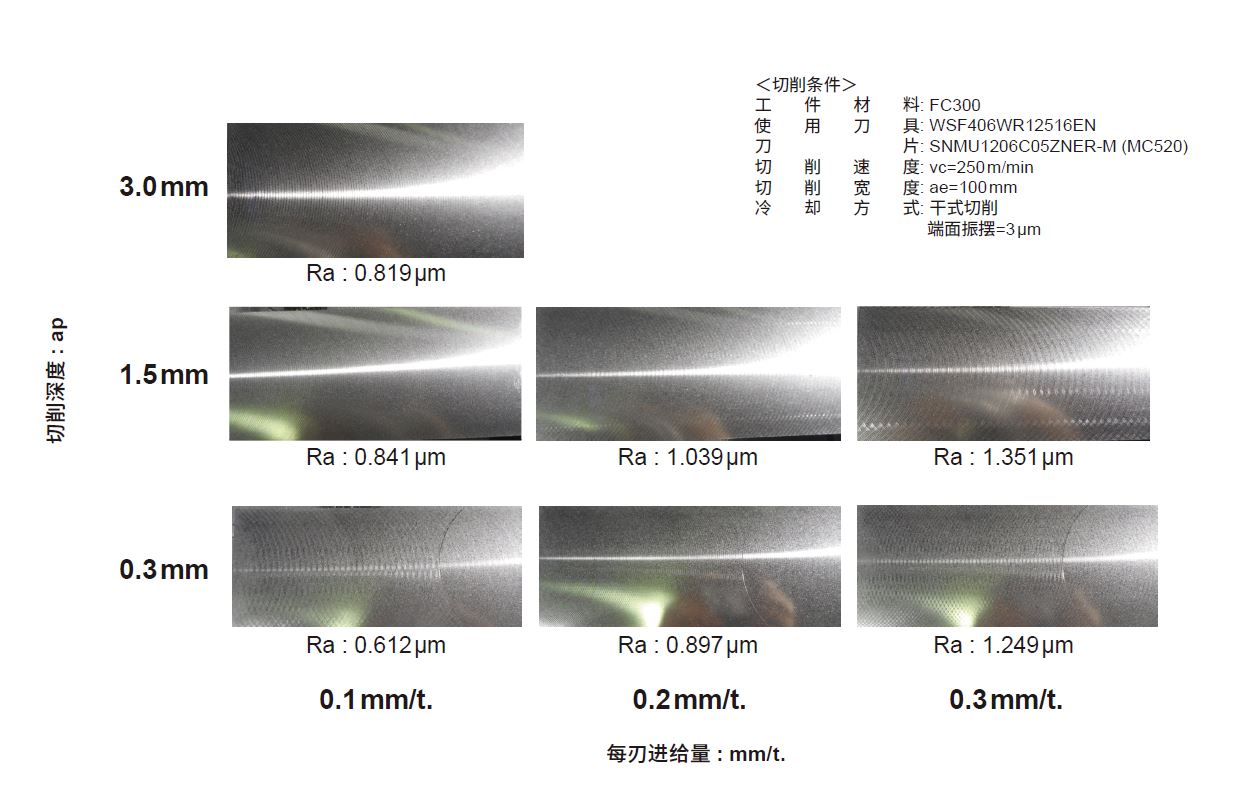
FC300 不同切削深度,、進(jìn)給量的加工面比較
各種切削深度、進(jìn)給量的條件下,,可實(shí)現(xiàn)Ra1.6μm以下的精度,。
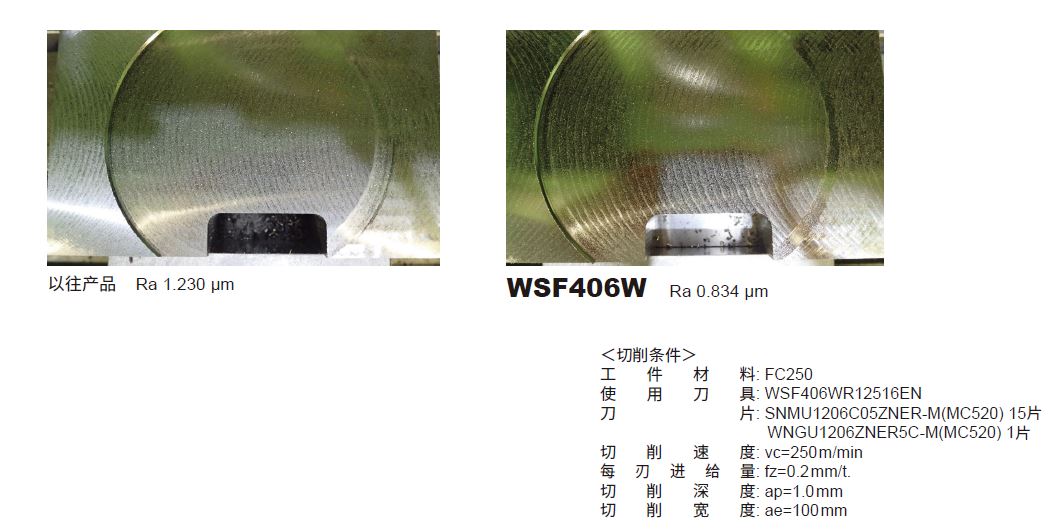
FC250 修光刃刀片使用后的加工面比較
與以往產(chǎn)品相比,可實(shí)現(xiàn)良好的加工面精度,。
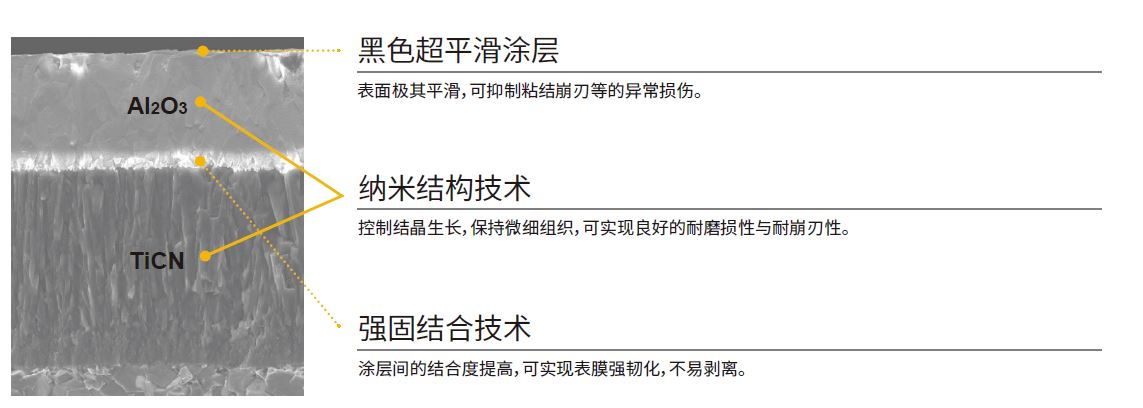
鑄鐵銑削加工用CVD涂層硬質(zhì)合金材料 MC520
灰鑄鐵加工時(shí)的涂層的耐剝離性提高
耐剝離性提高
涂層的優(yōu)化,,與硬質(zhì)合金基體的結(jié)合性提高,可抑制切削刃的塑性變形,,涂層的耐剝離性良好,,
可實(shí)現(xiàn)刀具壽命的延長。
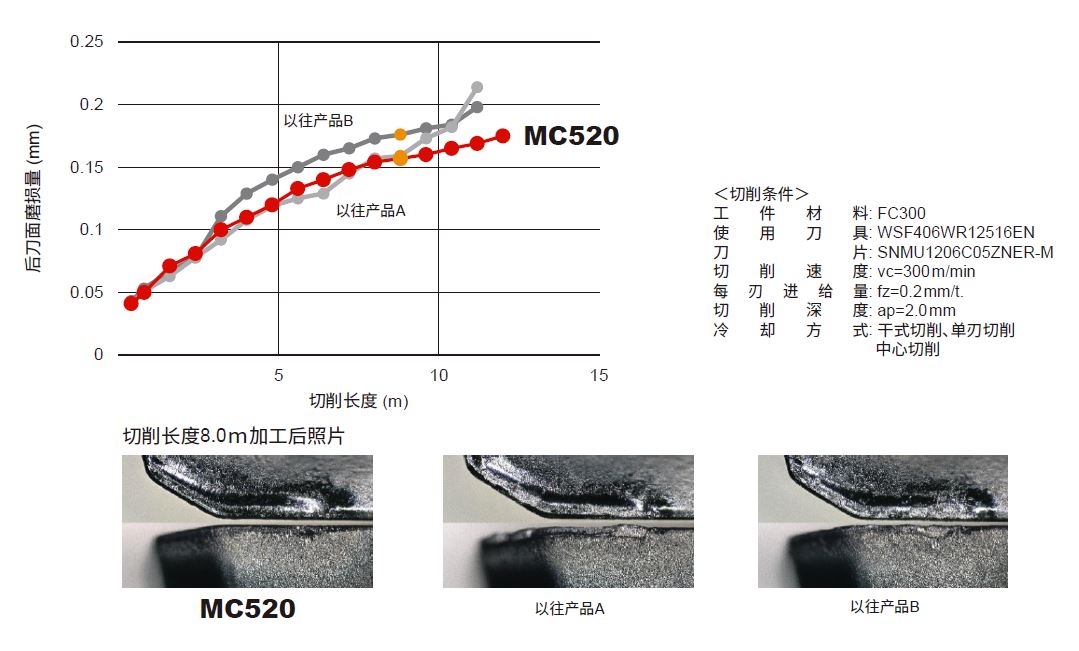
FC300 耐磨損性比較
MC520在普通鑄鐵加工中可發(fā)揮良好的耐磨損性,。