






一、車削
車削中工件旋轉(zhuǎn),,形成主切削運(yùn)動,。刀具沿平行旋轉(zhuǎn)軸線運(yùn)動時,就形成內(nèi),、外園柱面,。刀具沿與軸線相交的斜線運(yùn)動,就形成錐面,。仿形車床或數(shù)控車床上,,可以控制刀具沿著一條曲線進(jìn)給,則形成一特定的旋轉(zhuǎn)曲面,。采用成型車刀,,橫向進(jìn)給時,也可加工出旋轉(zhuǎn)曲面來,。車削還可以加工螺紋面,、端平面及偏心軸等。車削加工精度一般為IT8—IT7,,表面粗糙度為6.3—1.6μm,。精車時,可達(dá)IT6—IT5,,粗糙度可達(dá)0.4—0.1μm,。車削的生產(chǎn)率較高,切削過程比較平穩(wěn),,刀具較簡單,。
二. 車床
1.應(yīng)用:主要用于加工各種回轉(zhuǎn)表面(內(nèi)外圓柱面,圓錐面及成形回轉(zhuǎn)表面)和回轉(zhuǎn)體的端面,,有些車床可以加工螺紋面,。
2.運(yùn)動:車床的主運(yùn)動是由工件的旋轉(zhuǎn)運(yùn)動實現(xiàn)的,;
車床的進(jìn)給運(yùn)動則由刀具的直線移動完成的。
3.分類:車床種類繁多,,按其用途和結(jié)構(gòu)的不同,,主要分為:臥式車床及落地車床,立式車床,,轉(zhuǎn)塔車床,,儀表車床,單軸自動和半自動車床,,多軸自動和半自動車床,,彷形車床及多刀車床,專門化車床,。
(一) CA6140型臥式車床
1.工藝范圍:很廣,,它適用于加工各種軸類,套筒類和盤類零件上的回轉(zhuǎn)表面,,如:內(nèi)圓柱面,,圓錐面,環(huán)槽及成形回轉(zhuǎn)表面,;端面及各種常用螺紋,;還可以進(jìn)行鉆孔,擴(kuò)孔,,鉸孔,,和滾花等工藝.(圖3-6)
2.機(jī)床布局及主要級數(shù)性能
由于臥式車床主要加工軸類和直徑不太大的盤套類零件,所以采用臥式布局其主要性能:
機(jī)床的主要技術(shù)性能:
床身上最大工件回轉(zhuǎn)直徑---------------------------------------------------400mm
最大工件長度-------------------------------------------750,;1000,;1500;2000mm
刀架上最大工件回轉(zhuǎn)直徑---------------------------------------------------210mm
主軸轉(zhuǎn)速:正轉(zhuǎn) 24級------------------------------------------10~1400r/min
反轉(zhuǎn) 12級------------------------------------------14~1580r/min
進(jìn)給量: 縱向 64級----------------------------------------0.028~6.33mm/r
橫向 64級----------------------------------------0.014~3.16mm/r
車削螺紋范圍:米制螺紋 44種--------------------------------------P=1~192mm
英制螺紋 20種-----------------------------------α=2~24牙/in
模數(shù)螺紋 39種------------------------------------m=0.25~48mm
徑節(jié)螺紋 37種-----------------------------------DP=1~96牙/in
主電機(jī)功率:-------------------------------------------------------------7.5kW
3.臥式車床的傳動系統(tǒng)
主運(yùn)動傳動鏈:兩個末端分別是主電動機(jī)和主軸,,它的功用是把動力源(電動機(jī))的運(yùn)動及動力傳給主軸,,使主軸帶動工件旋轉(zhuǎn)實現(xiàn)主運(yùn)動,并滿足臥式車床主軸變速和換向的要求,。
進(jìn)給運(yùn)動傳動鏈:兩個末端分別是主軸和刀架,其功用是使刀架實現(xiàn)縱向或橫向移動及變速與換向,。
⑴主運(yùn)動傳動鏈
主運(yùn)動傳動鏈的兩末端件是主電動機(jī)與主軸,,它的功用是把動力源(電動機(jī))的運(yùn)動及動力傳給主軸,使主軸帶動工件旋轉(zhuǎn)實現(xiàn)主運(yùn)動,,并滿足臥式車床主軸變速和換向的要求,。
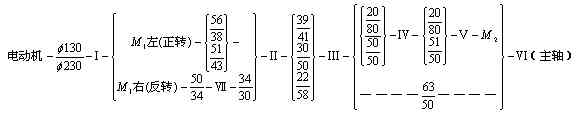
1) 主運(yùn)動傳動路線
主運(yùn)動的動力源是電動機(jī),執(zhí)行件是主軸,。運(yùn)動由電動機(jī)經(jīng)V帶輪傳動副φ130/φ230傳至主軸箱中的軸Ⅰ,。軸I上裝有雙向多片摩擦離合器M1,離合器左半部接合時,主軸正轉(zhuǎn),;右半部接合時,,主軸反轉(zhuǎn);左右都不接合時,,軸Ⅰ空轉(zhuǎn),,主軸停止轉(zhuǎn)動。軸I運(yùn)動經(jīng)M1→軸Ⅱ→軸Ⅲ,,然后分成兩條路線傳給主軸:當(dāng)主軸Ⅵ上的滑移齒輪(Z=50)移至左邊位置時,,運(yùn)動從軸Ⅲ經(jīng)齒輪副63/50直接傳給主軸Ⅵ,使主軸得到高轉(zhuǎn)速,;當(dāng)主軸Ⅵ上的滑移齒輪(Z=50)向右移,,使齒輪式離合器M2接合時,則運(yùn)動經(jīng)軸Ⅲ→Ⅳ→Ⅴ傳給主軸Ⅵ,,使主軸獲得中,、低轉(zhuǎn)速。主運(yùn)動傳動路線表達(dá)如下:
由傳動系統(tǒng)圖和傳動路線表達(dá)式可以看出,,主軸正轉(zhuǎn)時,,軸Ⅱ上的雙聯(lián)滑移齒輪可有兩種嚙合位置,分別經(jīng)56/38或51/43使軸Ⅱ獲得兩種速度,。其中的每種轉(zhuǎn)速經(jīng)軸Ⅲ的三聯(lián)滑移齒輪39/41或30/50或22/58的齒輪嚙合,,使軸Ⅲ獲得三種轉(zhuǎn)速,因此軸Ⅱ的兩種轉(zhuǎn)速可使軸Ⅲ獲得2x 3=6種轉(zhuǎn)速,。經(jīng)高速分支傳動路線時,,由齒輪副63/50使主軸Ⅵ獲得6種高轉(zhuǎn)運(yùn)。經(jīng)低速分支傳動路線時,,軸Ⅲ的6種轉(zhuǎn)速經(jīng)軸Ⅳ上的兩對雙聯(lián)滑移齒輪,,使主軸得到6×2×2=24種低轉(zhuǎn)速。因為軸Ⅲ到軸V間的兩個雙聯(lián)滑移齒輪變速組得到的四種傳動比中,,有兩種重復(fù),,即
![]()
其中 、 基本相等,,因此經(jīng)低速傳動路線時,,主軸Ⅵ獲得的實際只有6×(4-1)=18級轉(zhuǎn)速,其中有6種重復(fù)轉(zhuǎn)速,。
同理,,主軸反轉(zhuǎn)時,只能獲得3十3×(2×2—1)=12級轉(zhuǎn)速,。
主軸的轉(zhuǎn)速可按下列運(yùn)動平衡式計算:

式中 ε——V帶輪的滑動系數(shù),,可取ε=0.02,;
——為軸I和軸Ⅱ間的可變傳動比,其余類推,。
例如,,圖4-4所示的齒輪嚙合情況(離臺器M2撥向左側(cè)),主軸的轉(zhuǎn)速為:
主軸反轉(zhuǎn)主要用于車螺紋,,在不斷開主軸和刀架間傳動聯(lián)系的情況下,,使刀架退回到起始位置。
(2)進(jìn)給運(yùn)動傳動鏈
進(jìn)給運(yùn)動傳動鏈的兩個末端件分別是主軸和刀架,,其作用是實現(xiàn)刀具縱向或橫向移動及變速與換向,。它包括車螺紋進(jìn)給運(yùn)動傳動鏈和機(jī)動進(jìn)給運(yùn)動傳動鏈。
1)車螺紋進(jìn)給運(yùn)動傳動鏈
CA6140型普通車床可以車削米制,、英制,、模數(shù)和徑節(jié)四種螺紋。車削螺紋時,,主軸與刀架之間必須保持嚴(yán)格的傳動比關(guān)系,,即主軸每轉(zhuǎn)一轉(zhuǎn),刀架應(yīng)均勻地移動一個導(dǎo)程P,。由此可列出車削螺紋傳動鏈的運(yùn)動平衡方程式為: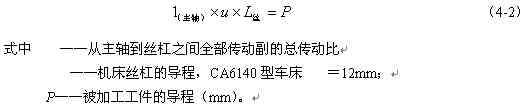
式中 ——從主軸到絲杠之間全部傳動副的總傳動比
——機(jī)床絲杠的導(dǎo)程,,CA6140型車床 =12mm;
P——被加工工件的導(dǎo)程(mm),。
a)車削米制螺紋
①車削米制螺紋的傳動路線
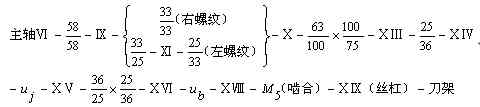
車削米制螺紋時,,運(yùn)動由主軸Ⅵ經(jīng)齒輪副58/58至軸Ⅸ,再經(jīng)三星輪換向機(jī)構(gòu)33/33(車左螺紋時經(jīng)33/25×25/33)傳動軸Ⅹ,,再經(jīng)掛輪63/100×100/75傳到進(jìn)給箱中軸XⅢ,,進(jìn)給箱中的離合器M3和M4脫開,M5接合,,再經(jīng)移換機(jī)構(gòu)的齒輪副25/36傳到軸ⅪV,,由軸ⅪV和XV間的基本變速組 、移換機(jī)構(gòu)的齒輪副25/36×36/25將運(yùn)動傳到軸ⅩⅥ,,再經(jīng)增倍變速組 傳至軸ⅩⅧ,,最后經(jīng)齒式離合器M5,傳動絲杠ⅩⅨ,,經(jīng)溜板箱帶動刀架縱向運(yùn)動,,完成米制螺紋的加工。其傳動路線表達(dá)如下:
②車削米制螺紋的運(yùn)動平衡式
由傳動系統(tǒng)圖和傳動路線表達(dá)式,,可以列出車削米制螺紋的運(yùn)動平衡式: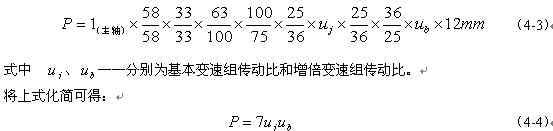
進(jìn)給箱中的基本變速組 為雙軸滑移齒輪變速機(jī)構(gòu),由軸ⅪV上的8個固定齒輪和和軸XV上的四個滑移齒輪組成,,每個滑移齒輪可分別與鄰近的兩個固定齒輪相嚙合,,共有8種不同的傳動比:
不難看出,,除了 和 外,其余的6個傳動比組成一個等差數(shù)列,。改變 的值,,就可以車削出按等差數(shù)列排列的導(dǎo)程組。
進(jìn)給箱中的增倍變速組 由軸ⅩⅥ——軸ⅩⅧ間的三軸滑移齒輪機(jī)構(gòu)組成,,可變換4種不同的傳動比:
它們之間依次相差2倍,,改變 的值,可將基本組的傳動比成倍地增加或縮小,。
把 ,、 的值代入上式,得到8×4=32種導(dǎo)程值,,其中符合標(biāo)準(zhǔn)的有20種,,見表4-5??梢钥闯?,表中的每一行都是按等差數(shù)列排列的,而行與行之間成倍數(shù)關(guān)系,。
表4-5 CA6140型普通車床米制螺紋導(dǎo)程 (單位:mm)
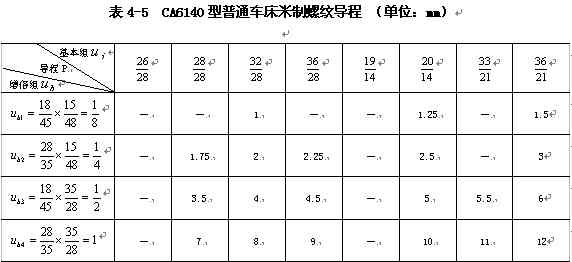
③擴(kuò)大導(dǎo)程傳動路線
從表4-5可以看出,,此傳動路線能加工的最大螺紋導(dǎo)程是12mm。如果需車削導(dǎo)程大于12mm的米制螺紋,,應(yīng)采用擴(kuò)大導(dǎo)程傳動路線,。這時,主軸Ⅵ的運(yùn)動(此時M2接合,,主軸處于低速狀態(tài))經(jīng)斜齒輪傳動副58/26到軸V,,背輪機(jī)構(gòu)80/20與80/20或50/50至軸Ⅲ,再經(jīng)44/44,、26/58(軸Ⅸ滑移齒輪Z58處于右位與軸ⅧZ 26嚙合)傳到軸Ⅸ,,其傳動路線表達(dá)式為:
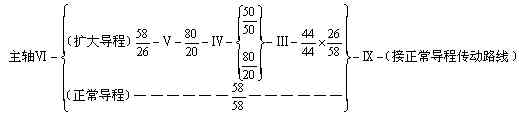
從傳動路線表達(dá)式可知,擴(kuò)大螺紋導(dǎo)程時,,主軸Ⅵ到軸Ⅸ的傳動比為: ,,
,,
所以,通過擴(kuò)大導(dǎo)程傳動路線可將正常螺紋導(dǎo)程擴(kuò)大4倍或16倍,。CA6140型車床車削大導(dǎo)程米制螺紋時,,最大螺紋導(dǎo)程為![]() 。
。
b)車削英制螺紋
英制螺紋是英,、美等少數(shù)英寸制國家所采用的螺紋標(biāo)準(zhǔn),。我國部分管螺紋也采用英制螺紋。英制螺紋以每英寸長度上的螺紋扣數(shù)α(扣/in)表示,,其標(biāo)準(zhǔn)值也按分段等差數(shù)列的規(guī)律排列,。英制螺紋的導(dǎo)程![]() ,。由于CA6140型車床的絲杠是米制螺紋,被加工的英制螺紋也應(yīng)換算成以毫米為單位的相應(yīng)導(dǎo)程值,,即
,。由于CA6140型車床的絲杠是米制螺紋,被加工的英制螺紋也應(yīng)換算成以毫米為單位的相應(yīng)導(dǎo)程值,,即
![]()
車削英制螺紋時,,對傳動路線作如下變動,首先,,改變傳動鏈中部分傳動副的傳動比,,使其包含特殊因子25.4;其次,,將基本組兩軸的主,、被動關(guān)系對調(diào),以便使分母為等差級數(shù),。其余部分的傳動路線與車削米制螺紋時相同,。其運(yùn)動平衡式為:
c)車削模數(shù)螺紋
模數(shù)螺紋主要用在米制蝸桿中,模數(shù)螺紋螺距P=πm,,P也是分段等差數(shù)列,。所以模數(shù)螺紋的導(dǎo)程為:![]()
式中 Pm—一模數(shù)螺紋的導(dǎo)程(mm);
k—一螺紋的頭數(shù),;
m——螺紋模數(shù),。
模數(shù)螺紋的標(biāo)準(zhǔn)模數(shù)m也是分段等差數(shù)列。車削時的傳動路線與車削米制螺紋的傳動路線基本相同,。由于模數(shù)螺紋的螺距中含有π因子,,因此車削模數(shù)螺紋時所用的掛輪與車削米制螺紋時不同,需用![]() 來引入常數(shù)π,,其運(yùn)動平衡式為
來引入常數(shù)π,,其運(yùn)動平衡式為
上式中 ![]() ,,其絕對誤差為0.00004,相對誤差為0.00009,,這種誤差很小,,一般可以忽略。將運(yùn)動平衡方程式整理后得:
,,其絕對誤差為0.00004,相對誤差為0.00009,,這種誤差很小,,一般可以忽略。將運(yùn)動平衡方程式整理后得:
![]()
變換 ,、 的值,,就可得到各種不同模數(shù)的螺紋。
d)車削徑節(jié)螺紋
徑節(jié)螺紋主要用于同英制蝸輪相配合,,即為英制蝸桿,,其標(biāo)準(zhǔn)參數(shù)為徑節(jié),用DP表示,,其定義為:對于英制蝸輪,,將其總齒數(shù)折算到每一英寸分度圓直徑上所得的齒數(shù)值,稱為徑節(jié)。根據(jù)徑節(jié)的定義可得蝸輪齒距為:
式中 z一—蝸輪的齒數(shù),;
D——蝸輪的分度圓直徑(in),。
只有英制蝸桿的軸向齒距 與蝸輪齒距π/DP相等才能正確嚙合,而徑節(jié)制螺紋的導(dǎo)程為英制蝸桿的軸向齒距為:
標(biāo)準(zhǔn)徑節(jié)的數(shù)列也是分段等差數(shù)列,。徑節(jié)螺紋的導(dǎo)程排列的規(guī)律與英制螺紋相同,只是含有特殊因子25.4π,。車削徑節(jié)螺紋時,,可采用英制螺紋的傳動路線,但掛輪需換為 ,,其運(yùn)動平衡式為:
上式中 ,,將運(yùn)動平衡方程式整理后得:
變換 、 的值,,可得常用的24種螺紋徑節(jié),。
e)車削非標(biāo)準(zhǔn)螺紋和精密螺紋
所謂非標(biāo)準(zhǔn)螺紋是指利用上述傳動路線無法得到的螺紋。這時需將進(jìn)給箱中的齒式離合器M1,、M4和M5全部嚙合,,被加工螺紋的導(dǎo)程 依靠調(diào)整掛輪的傳動比 來實現(xiàn)。其運(yùn)動平衡式為:
所以,,拄輪的換置公式為
適當(dāng)?shù)剡x擇掛輪a,、b、c及d的齒數(shù),,就可車出所需要的非標(biāo)準(zhǔn)螺紋,。同時,由于螺紋傳動鏈不再經(jīng)過進(jìn)給箱中任何齒輪傳動,,減少了傳動件制造和裝配誤差對被加工螺紋導(dǎo)程的影響,,若選擇高精度的齒輪作掛輪,則可加工精密螺紋,。
(3)機(jī)動進(jìn)給運(yùn)動傳動鏈
機(jī)動進(jìn)給傳動鏈主要是用來加工圓柱面和端面,,為了減少螺紋傳動鏈絲杠及開合螺母磨損,保證螺紋傳動鏈的精度,,機(jī)動進(jìn)給是由光杠經(jīng)溜扳箱傳動的,。
1)縱向機(jī)動進(jìn)給傳動鏈
CA6140型車床縱向機(jī)動進(jìn)給量有64種。當(dāng)運(yùn)動由主軸經(jīng)正常導(dǎo)程的米制螺紋傳動路線時,,可獲得正常進(jìn)給量,。這時的運(yùn)動平衡式為:
將上式化簡可得:
通過改變變換 、 的值,,可得到32種正常進(jìn)給量(范圍為0.08~1.22mm/r),,其余
32種進(jìn)給量可分別通過英制螺紋傳動路線和擴(kuò)大導(dǎo)程傳動路線得到。
2)橫向機(jī)動進(jìn)給傳動鏈
由傳動系統(tǒng)圖分析可知,,當(dāng)橫向機(jī)動進(jìn)給與縱向進(jìn)給的傳動路線一致時,,所得到的橫向進(jìn)給量是縱向進(jìn)給量的一半,,橫向與縱向進(jìn)給量的種數(shù)相同,都為64種,。
3)刀架快速機(jī)動移動
為了縮短輔助時間,,提高生產(chǎn)效率,CA6140型臥式車床的刀架可實現(xiàn)快速機(jī)動移動,。刀架的縱向和橫向快速移動由快速移動電動機(jī)(P=0.25kw,,n=2800r/min)傳動,經(jīng)齒輪副18/24使軸ⅩⅫ高速轉(zhuǎn)動,,再經(jīng)蝸輪蝸桿副4/29,、溜板箱內(nèi)的轉(zhuǎn)換機(jī)構(gòu),使刀架實現(xiàn)縱向或
橫向的快速移動,??煲品较蛴闪锇逑渲须p向離合器M6和M7控制。其傳動路線表達(dá)式為:
4.CA6140臥式車床的主要結(jié)構(gòu)
Ⅰ.主軸箱:車床的主要部件,,其主要功能是支撐主軸,,并實現(xiàn)其開,停換向,,制動和變速,;把進(jìn)給運(yùn)動及主軸傳向進(jìn)給系統(tǒng)。
Ⅱ.溜板箱:將進(jìn)給運(yùn)動或快速移動由進(jìn)給箱或快速移動電動機(jī)傳給溜板和刀架,,使刀架實現(xiàn)縱,,橫向或正,反向機(jī)動走刀或快速移動.
(二) 其他車床
(1)立式車床(分單柱式和雙柱式):一般用于加工直徑大,,長度短且質(zhì)量較大的工件,。
立式的工作臺的臺面是水平面,主軸的軸心線垂直于臺面,,工作的矯正,,裝夾比較方便,工件和工作臺的重量均勻地作用在工作臺下面的圓導(dǎo)軌上,。
(2)轉(zhuǎn)塔車床 除了由前刀架外,,還有以個轉(zhuǎn)塔刀架。轉(zhuǎn)塔刀架由六個裝刀位置,,可以沿床身導(dǎo)軌做縱向進(jìn)給,,每一個刀位加工完畢后,轉(zhuǎn)塔刀架快速返回,,轉(zhuǎn)動60度,。更換到下一個刀位進(jìn)行加工。
三、 車刀
車刀是金屬加工切削中應(yīng)用最廣的刀具,。車刀按結(jié)構(gòu)可分為:
(1)整體車刀
(2)焊接車刀:其優(yōu)點(diǎn)是結(jié)構(gòu)簡單,,緊湊,刀具剛度好,,抗振性能強(qiáng),,制造方便,適用靈活,。其缺點(diǎn)是切削性能較低,,刀桿不能重復(fù)利用,輔助時間常,。
(3)機(jī)夾車刀
(4)可轉(zhuǎn)位車刀:使用可轉(zhuǎn)位刀片的機(jī)夾車刀。其優(yōu)點(diǎn)是刀具使用壽命常,,生產(chǎn)效率高,,有利于推廣新技術(shù),新工藝,,有利于降低刀具成本,。(5)成形車刀:用在各類車床上加工內(nèi),外回轉(zhuǎn)體成形表面,,其刀形根據(jù)工件輪廓設(shè)計,。該種車刀有平體,棱體,,圓體三種型式,。