






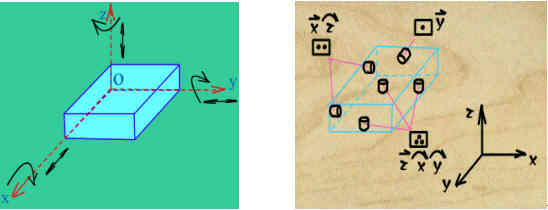
(一)六點定位原理
任何未定位的工件在空間直角坐標系中都具有六個自由度。工件定位的任務(wù)就是根據(jù)加工要求限制工件的全部或部分自由度,。工件的六點定位原理是指用六個支撐點來分別限制工件的六個自由度,,從而使工件在空間得到確定定位的方法。
(二)支承點與定位元件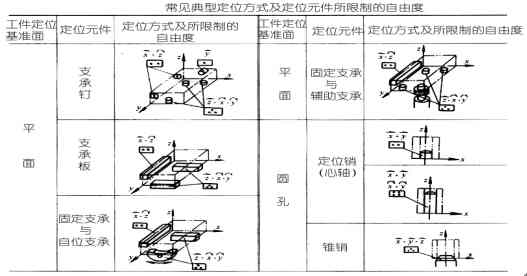
上圖為常見定位方式中的定位元件所限制的自由度和相當?shù)闹С悬c數(shù)
(三)完全定位與不完全定位
工件的六個自由度完全被限制的定位稱為完全定位,。按加工要求,允許有一個或幾個自由度不被限制的定位稱為不完全定位,。
(四)欠定位與過定位
按工序的加工要求,,工件應該限制的自由度而未予限制的定位,稱為欠定位,。在確定工件定位方案時,,欠定位時絕對不允許的。工件的同一自由度背二個或二個以上的支撐點重復限制的定位,,稱為過定位,。在通常情況下,應盡量避免出現(xiàn)過定位,。
消除過定位及其干涉一般有兩個途徑:其一是改變定位元件的結(jié)構(gòu),,以消除被重復限制的自由度;其二是提高工件定位基面之間及夾具定位元件工作表面之間的位置精度,,以減少或消除過定位引起的干涉,。