






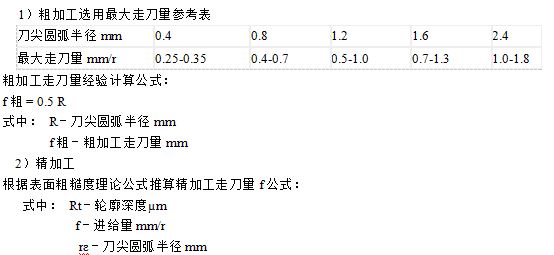
粗加工時(shí)按刀尖圓弧半徑選擇刀具最大走刀量,或通過經(jīng)驗(yàn)公式計(jì)算刀具走刀量,;精加工時(shí)按工件表面粗糙度要求計(jì)算精加工走刀量,。
四、其他因素對(duì)表面粗糙度的影響
(1)工件材料性質(zhì)的影響
一般加工塑性材料時(shí),,由于刀具對(duì)加工表面的擠壓和摩擦,,會(huì)產(chǎn)生塑性變形,最后導(dǎo)致表面粗糙度值較大,;而脆性材料加工時(shí)塑性變形小,,容易達(dá)到表面粗糙度的要求。為了減小加工表面粗糙度值,,常在切削加工前對(duì)材料進(jìn)行調(diào)質(zhì)或正火處理,,以獲得均勻細(xì)密的晶粒組織和較高的硬度。
(2)切削液的影響
選用合理的切削液,,可以減少切屑,、刀具、工件接觸面間的摩擦 ,,降低切削區(qū)溫度,,使切削區(qū)金屬表面的塑性變形程度下降,抑制積屑瘤的產(chǎn)生,,因此可大大減小表面粗糙度值,。