插銑法非常適合模具型腔的粗加工,,并被推薦用于航空零部件的高效加工,。其中一個特殊用途就是在三軸或四軸銑床上插銑加工渦輪葉片,這種加工通常用在專用機床上進(jìn)行插銑渦輪葉片。可從工件頂部向下一直銑削到工件根部,通過X-Y平面的簡單平移,即可加工出極其復(fù)雜的表面幾何形狀,。實施插銑加工時,銑刀切削刃由各刀片廓形搭接而成,,插銑深度可達(dá)插銑刀長徑比為5時而不會發(fā)生振顫或扭曲變形,,刀具相對于工件的切削運動方向既可向下也可向上,但一般以向下切削更為常見,,如圖所示,。
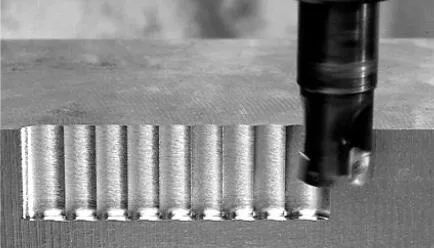
現(xiàn)場加工圖
1.插銑銑刀的選擇 插銑法主要應(yīng)用在數(shù)控機床上,是數(shù)控加工中的一種新方法,,所以插銑刀的選擇必須依據(jù)數(shù)控加工刀具選擇的原則和方法,。同時由于插銑的特殊性,必須選擇適合插銑的刀具類型,、結(jié)構(gòu),、切削參數(shù)。數(shù)控機床高速,、高效和自動化程度高的特點,,一般應(yīng)包括通用刀具,、通用連接刀柄及少量專用刀柄。常用刀具分類如下:
(1)根據(jù)刀具結(jié)構(gòu)可分為:
1)整體式,。
2)鑲嵌形式:采用焊接或機夾式連接,,機夾式又可分為不轉(zhuǎn)位和可轉(zhuǎn)位兩種。
3)特殊形式,,如復(fù)合式刀具,、減振式刀具等。
(2)根據(jù)制造刀具所用的材料主要可分為高速鋼刀具,、硬質(zhì)合金刀具等,。
2.插銑切削用量的選擇原則 合理選擇切削用量的原則是:粗加工時,一般以提高生產(chǎn)率為主,,但也應(yīng)考慮經(jīng)濟(jì)性和加工成本,;半精加工和精加工時,應(yīng)在保證加工質(zhì)量的前提下,,兼顧切削效率,、經(jīng)濟(jì)性和加工成本。具體數(shù)值應(yīng)根據(jù)機床說明書,、切削用量手冊,,并結(jié)合經(jīng)驗而定。具體要考慮以下幾個因素:
(1)背吃刀量apo 在機床,、工件和刀具剛度允許的情況下,,ap就等于加工余量,這是提高生產(chǎn)率的一個有效措施,。為了保證零件的加工精度和表面粗糙度,,一般應(yīng)留一定的余量進(jìn)行精加工。數(shù)控機床的精加工余量可略小于普通機床,。
(2)切削寬度aeo 一般ae與刀具直徑d成正比,,與背吃刀量成反比。經(jīng)濟(jì)型數(shù)控機床的加工過程中,,一般ae的取值范圍為:ae=(0.6~0.9)d,。
(3)切削速度vco 提高切削速度vc也是提高生產(chǎn)率的一個措施,但vc與刀具壽命的關(guān)系比較密切,。隨著vc的增大,,刀具壽命急劇下降,故vc的選擇主要取決于刀具壽命,。另外,,切削速度與加工材料也有很大關(guān)系,例如用立銑刀銑削合金鋼30CrNi2MoVA時,vc可采用8m/min左右,;而用同樣的立銑刀銑削鋁合金時,,vc可選200m/min以上。主軸轉(zhuǎn)速n一般根據(jù)切削速度vc來選定,。數(shù)控機床的控制面板上一般備有主軸轉(zhuǎn)速修調(diào)(倍率)開關(guān),,可在加工過程中對主軸轉(zhuǎn)速進(jìn)行整倍數(shù)調(diào)整。
(4)進(jìn)給速度vfo 進(jìn)給速度vf應(yīng)根據(jù)零件的加工精度和表面粗糙度要求以及刀具和工件材料來選擇,。vf的增加也可以提高生產(chǎn)效率,。加工表面粗糙度值要求低時,vf可選擇得大些,。在加工過程中,,vf也可通過機床控制面板上的修調(diào)開關(guān)進(jìn)行人工調(diào)整,但是最大進(jìn)給速度要受到設(shè)備剛度和進(jìn)給系統(tǒng)性能等的限制,。
隨著數(shù)控機床在生產(chǎn)實際中的廣泛應(yīng)用,,量化生產(chǎn)線的形成,數(shù)控編程已經(jīng)成為數(shù)控加工中不可或缺的步驟,。在數(shù)控程序的編制過程中,,要在人機交互狀態(tài)下即時選擇刀具和確定切削用量。因此,,編程人員必須熟悉刀具的選擇方法和切削用量的確定原則,,從而保證零件的加工質(zhì)量和加工效率,充分發(fā)揮數(shù)控機床的優(yōu)點,,提高企業(yè)的經(jīng)濟(jì)效益和生產(chǎn)水平,。
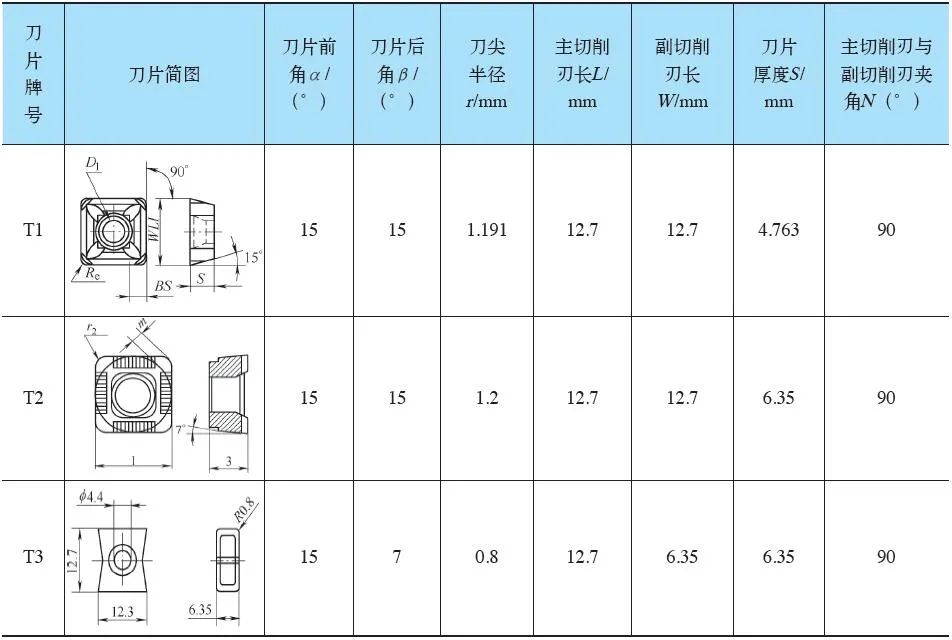
3.插銑加工刀具的結(jié)構(gòu)特點 插銑由于其加工時的運動方式?jīng)Q定了刀具結(jié)構(gòu),數(shù)控插銑銑刀一般情況下由刀片,、刀具座,、刀柄、拉釘四部分組成,,刀片必須安裝在與之配套的刀具座上,,所以插銑銑刀的刀具角度是由兩者決定的,在實際應(yīng)用當(dāng)中刀片,、刀具座,、刀柄、拉釘型號規(guī)格必須統(tǒng)一,。插銑加工刀具一般作軸向進(jìn)給和螺旋插補運動,刀片的主切削刃一般比較長(在10~15mm),,副切削刃依不同廠家牌號的不同(在5~15mm),,插銑刀的切削刃角度為87°或90°。下面是某型號插銑刀刀片類型和主要技術(shù)參數(shù),。
刀片結(jié)構(gòu)圖及主要參數(shù)表