






隨著數(shù)控機(jī)床的普及,螺紋銑削加工技術(shù)在機(jī)械制造業(yè)的應(yīng)用越來越多。螺紋銑削是通過數(shù)控機(jī)床的3軸聯(lián)動,,利用螺紋銑刀進(jìn)行螺旋插補(bǔ)銑削而形成螺紋,刀具在水平面上每作一周圓周運(yùn)動,,在垂直面內(nèi)則直線移動一個(gè)螺距,。目前使用的各種螺紋銑削刀具種類很多,,幾種常見的螺紋銑刀特點(diǎn)如下。
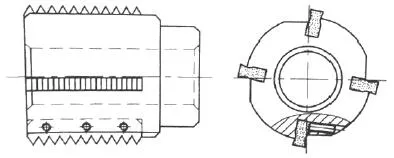
1.普通機(jī)夾式螺紋銑刀 機(jī)夾式螺紋銑刀主要用于銑削較大直徑的內(nèi)螺紋,,也可銑削外螺紋。由于該刀片易于制造,,價(jià)格較低,,但抗沖擊性能較整體螺紋銑刀稍差。因此,,該刀具常推薦用于加工鋁合金材料,,其結(jié)構(gòu)與普通機(jī)夾式銑刀類似,,由可重復(fù)使用刀桿和可方便更換的刀片組成。在選擇機(jī)夾式螺紋銑刀時(shí),,應(yīng)根據(jù)被加工螺紋的直徑,、深度和工件材料等因素,盡量選用直徑較大的刀桿和適當(dāng)?shù)镀牟馁|(zhì),。如圖所示為普通多刃機(jī)夾式螺紋銑刀,。

普通多刃機(jī)夾式螺紋銑刀
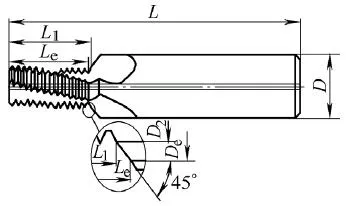
2.機(jī)夾式螺紋梳銑刀 如圖為螺紋梳銑刀,其主要用于加工長度短而螺距小的三角形內(nèi)圓柱螺紋和圓錐螺紋,。選擇螺紋梳銑刀時(shí)要注意銑刀直徑的選擇,。銑刀與工件的接觸弧很小,,工件齒槽的擴(kuò)大量不明顯,,最好選用直徑較大的銑刀,但從制造方便和經(jīng)濟(jì)性等因素考慮,不宜選擇大直徑的銑刀,。而在銑削內(nèi)螺紋時(shí),,銑刀與工件的接觸弧較長,,而且隨著銑刀直徑的增大,接觸弧會明顯地增長,,螺紋齒槽擴(kuò)大量則顯著增加,。所以要選擇適當(dāng)直徑的銑刀,銑刀直徑如果選擇不當(dāng),,會影響螺紋牙型精度,。加工不同材料時(shí)螺紋梳銑刀的前角和齒頂后角也有所不同,。
螺紋梳銑刀
螺紋梳銑刀的幾何參數(shù)

根據(jù)被加工零件的材質(zhì)不同,螺紋梳銑刀的切削參數(shù)也有所不同,,不同材質(zhì)零件的切削參數(shù)選擇如表所示,。
不同材質(zhì)零件的切削參數(shù)選擇

注:以上切削參數(shù)可根據(jù)實(shí)際加工進(jìn)行調(diào)整。
3.普通整體式螺紋銑刀 整體式螺紋銑刀大多采用整體硬質(zhì)合金材料制造,,有些還采用了涂層,。整體式螺紋銑刀結(jié)構(gòu)緊湊,比較適合加工中,、小直徑的螺紋,,也有用于加工錐螺紋的整體式螺紋銑刀。此類刀具剛性較好,,特別是帶螺旋槽的整體式螺紋銑刀,,在加工高硬度材料時(shí)可有效降低切削負(fù)荷,提高加工效率,。整體式螺紋銑刀的切削刃上布滿螺紋加工齒,,沿螺旋線加工一周即可完成整個(gè)螺紋加工,無需像機(jī)夾式刀具那樣分層加工,,因此加工效率較高,,但價(jià)格也相對較貴。該類絲錐常用于中小直徑螺紋的加工,。

普通整體式螺紋銑刀
4.帶倒角功能的整體螺紋銑刀 帶倒角功能的整體螺紋銑刀的結(jié)構(gòu)與普通整體螺紋銑刀類似,,但在切削刃的根部(或端部)有專用的倒角刃,可在加工螺紋的同時(shí)加工出螺紋端部倒角,。加工倒角有3種方式,,當(dāng)?shù)毒咧睆阶銐虼髸r(shí),可直接使用倒角刃锪出倒角,。該方法僅限于加工內(nèi)螺紋孔口倒角,。當(dāng)?shù)毒咧睆捷^小時(shí),可使用倒角刃通過圓周運(yùn)動來加工倒角,。但在使用切削刃根部倒角刃進(jìn)行倒角加工時(shí),,要注意刀具螺紋切削部分與螺紋間應(yīng)有一定間隙,以避免出現(xiàn)干涉現(xiàn)象,。如加工的螺紋深度小于刀具的有效切削長度,,則刀具將無法實(shí)現(xiàn)倒角功能,因此選擇刀具時(shí)應(yīng)保證其有效切削長度與螺紋深度相互匹配,。
帶倒角功能的整體螺紋銑刀
5.螺紋鉆銑刀 螺紋鉆銑刀由整體硬質(zhì)合金制成,,是一種中、小直徑內(nèi)螺紋高效加工刀具。螺紋鉆銑刀可一次完成鉆螺紋底孔,、孔口倒角和內(nèi)螺紋加工,,減少了刀具使用數(shù)量。但這種刀具的缺點(diǎn)是通用性差,,價(jià)格也比較昂貴,。該刀具由頭部的鉆削部分、中間的螺紋銑削部分及切削刃根部的倒角刃3部分組成,。鉆削部分直徑就是刀具所能加工螺紋的底徑,。螺紋加工過程見圖。受鉆削部分直徑的限制,,一把螺紋鉆銑刀只能加工一種規(guī)格的內(nèi)螺紋,。在選用螺紋鉆銑刀時(shí),不但要考慮被加工螺紋孔規(guī)格,,還應(yīng)注意刀具有效加工長度與被加工孔深度的匹配,,否則不能實(shí)現(xiàn)倒角功能。

螺紋鉆銑刀
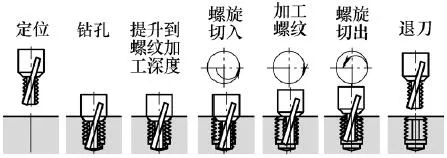
螺紋鉆銑刀的加工過程
6.銑深螺紋刀具 銑深螺紋刀具是一種單齒螺紋銑刀,。一般的螺紋銑刀切削刃上有多個(gè)螺紋加工齒,,刀具與工件接觸面積大,切削力也大,,且加工內(nèi)螺紋時(shí)刀具直徑必須小于螺紋孔徑,。由于刀體直徑受到限制,影響刀具剛性,,且銑螺紋時(shí)刀具為單側(cè)受力,,銑削較深螺紋時(shí)易出現(xiàn)讓刀現(xiàn)象,影響螺紋加工精度,,因此一般的螺紋銑刀有效切削深度約為其刀體直徑的2倍,,而使用單齒的銑深螺紋刀具可以較好克服上述缺點(diǎn)。由于減小了切削力,,可大幅提高螺紋加工深度(見圖中L1),。
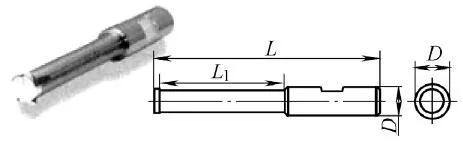
銑深螺紋刀具
7.螺紋銑削刀具 系統(tǒng)通用性與高效性是螺紋銑刀的一個(gè)突出矛盾,,一些具有復(fù)合功能的刀具(如螺紋鉆銑刀)加工效率高但通用性較差,,而通用性好的刀具效率往往又不高。為解決這一問題,,開發(fā)了模塊化的螺紋銑削刀具系統(tǒng),,該刀具統(tǒng)一由刀柄、锪孔倒角刃及通用螺紋銑刀組成,,可根據(jù)加工要求選擇不同類型的锪孔倒角刃和螺紋銑刀,。這種刀具系統(tǒng)通用性好,加工效率高,但刀具成本較高,。以上概略介紹了幾種常用螺紋銑削刀具的功能與特點(diǎn),。
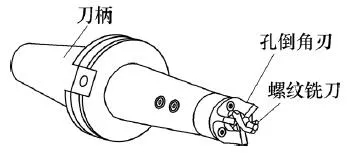
螺紋銑削刀具系統(tǒng)