






拉削過程是用拉刀進(jìn)行的,它是靠拉刀的后一個(gè)(或一組)刀齒高于前一個(gè)(或一組)刀齒,,一層一層地切除余量,,以獲得所需要的加工表面。拉削時(shí)拉刀做等速直線運(yùn)動,,由于拉刀的后一個(gè)(或一組)刀齒高出前一個(gè)(或一組)刀齒,,從而能夠一層層地從工件上切下多余的金屬,如圖所示,。
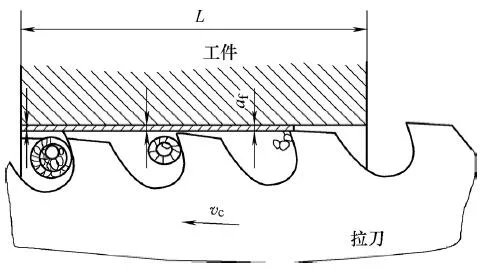
拉削加工示意圖
由于拉削速度較低,,切削厚度很小,可以獲得較高的精度和較好的表面質(zhì)量,。拉削加工與其他加工方法相比較,,具有以下特點(diǎn):
(1)拉床結(jié)構(gòu)簡單。拉削通常只有一個(gè)主運(yùn)動(拉刀直線運(yùn)動),,進(jìn)給運(yùn)動由拉刀刀齒的齒升量來完成,。因此拉床結(jié)構(gòu)簡單,操作方便,。
(2)加工精度與表面質(zhì)量高,。一般拉床采用液壓系統(tǒng),傳動平穩(wěn),;拉削速度較低,,一般為0.04~0.2m/s(2.5~12m/min),不易產(chǎn)生積屑瘤,,切削厚度很小,,一般精切齒的切削厚度為0.005~0.015mm,因此加工精度可達(dá)IT7,,表面粗糙度值Ra=0.8~2.5μm,。
(3)生產(chǎn)率高。由于拉刀是多齒刀具,,使得同時(shí)參與工作的刀齒多,,切削刃總長度大,一次行程能完成粗,、半精及精加工,,因此生產(chǎn)率很高。
(4)拉刀使用壽命長,。由于拉削速度較低,,拉削磨損慢,因此拉刀耐用度較高,,同時(shí),,拉刀刀齒磨鈍后,還可重磨幾次,,有較長的使用壽命,。
由于拉刀的結(jié)構(gòu)比一般的刀具復(fù)雜,制造成本高,,因此一般多用于大量或成批生產(chǎn),。但是,,對于某些精度要求較高并且形狀特殊的內(nèi)外成形表面,用其他方法加工比較困難時(shí),,雖是單件,、小批量生產(chǎn),也有采用拉刀加工的,。