






燃?xì)廨啓C(jī)輪盤的機(jī)械加工中,,輪槽加工難度最高,、工作量最大,,是技術(shù)關(guān)鍵所在?,F(xiàn)階段國(guó)內(nèi)幾大燃?xì)廨啓C(jī)廠通過(guò)技術(shù)革新,,引進(jìn)大型復(fù)雜高精度輪槽拉床,,對(duì)輪盤輪槽的加工由傳統(tǒng)的專機(jī)銑削加工逐漸改為拉削工藝。大型燃?xì)廨啓C(jī)機(jī)組的轉(zhuǎn)子輪槽均為樅樹型葉根輪槽,,型線輪廓大,,因此,需要的拉刀型線輪廓大(即輪槽拉刀的齒距大,、齒槽加工深度較深),,齒槽加工時(shí)切削量大,切削負(fù)荷大,,刀具磨損快,,且燃?xì)廨啓C(jī)輪槽拉刀材料為高性能高速鋼,強(qiáng)度高,,切削性能差,,因此其刀具結(jié)構(gòu)復(fù)雜、加工難度大,、效率低,。
(一) 樅樹型榫槽拉削的工藝特點(diǎn)
國(guó)內(nèi)幾大汽輪機(jī)廠均從國(guó)外進(jìn)口大型復(fù)雜高精度輪槽拉床,同時(shí)進(jìn)口大量燃?xì)廨啓C(jī)輪盤樅樹型輪槽加工用精密組合式拉刀,。國(guó)外也僅有歐洲,、日本等少數(shù)幾大工具制造商能夠制造此類拉刀,如德國(guó)HOFFMANN,、法國(guó)SMOC,、日本NACHI。下圖是渦輪盤的樅樹型榫槽,。

渦輪盤的樅樹型榫槽
加工燃機(jī)輪盤葉根槽的拉刀屬外拉刀,,由多組拉刀組成,如最長(zhǎng)的是F級(jí)燃?xì)廨啓C(jī)第三級(jí)輪盤拉刀,,長(zhǎng)達(dá)21m,,分為7組,,每組長(zhǎng)為3m,由6段500mm長(zhǎng)的拉刀組成,。某燃?xì)廨啓C(jī)葉輪樅樹型榫槽的形狀是一條連續(xù)分布的曲線,,榫齒齒頂和齒底均為圓弧。樅樹型榫槽拉削選用粗拉刀和精拉刀組成的成套拉刀分別完成粗加工和精加工,。其拉削形式分為非型線部分和型線部分。成套拉刀實(shí)現(xiàn)拉削過(guò)程如圖所示,,通過(guò)粗拉削和精拉削共12道工序?qū)崿F(xiàn)榫槽的型線加工,。
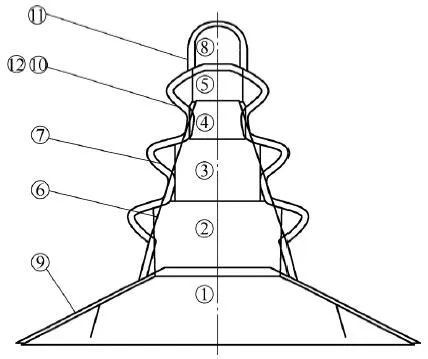
成套拉刀實(shí)現(xiàn)拉削過(guò)程示意圖
(二)樅樹型榫槽拉刀選用的注意事項(xiàng)
燃?xì)廨啓C(jī)輪盤樅樹型榫槽加工用精密組合式輪槽拉刀,以下簡(jiǎn)稱拉刀,。
(1)拉刀采用高性能高速鋼材料,,通過(guò)合金元素的配比并采用獨(dú)特的熱處理工藝,改善產(chǎn)品的硬度,、強(qiáng)度,、熱硬性、韌性及耐磨性,,提高產(chǎn)品使用壽命,。選取拉刀材質(zhì)需要綜合考慮輪盤材質(zhì)的加工性能、輪盤精度要求,、刀具成本和拉刀刃磨等因素,,建議可以選用鉬-鈷和鎢-鈷類超硬高速鋼材料,如W2Mo9CrVCo8,。硬質(zhì)合金刀片在硬度,、耐磨性和切削用量等方面強(qiáng)于高速鋼,但是硬質(zhì)合金刀片不能承受較大的沖擊力,,強(qiáng)度是高速鋼的三分之一,,且熱處理困難。K類硬質(zhì)合金韌性好,、導(dǎo)熱性好,,可進(jìn)行粗加工,M類硬質(zhì)合金適用于精加工,,但刀具壽命較低,。
(2)燃?xì)廨啓C(jī)輪盤樅樹型榫槽加工用精密組合式拉刀,由粗拉刀,、半精拉刀,、精拉刀、修整拉刀精密組合而成,,包括粗拉輪槽深拉刀,、粗拉輪槽齒形寬拉刀,、半精拉輪槽輪廓拉刀、精拉輪槽頂面拉刀,、精拉刀輪槽底面拉刀,、精拉輪槽輪廓拉刀以及修整輪槽輪廓拉刀等。對(duì)高溫合金材料的榫槽拉削時(shí)采用高速鋼的拉刀,,粗拉刀的后角為5°~6°,,精拉刀后角為4°~5°;采用粉末高速鋼的拉刀,,其前角為5°~8°,,后角為4°~5°。
(3)粗拉刀組中的粗拉輪槽深拉刀和粗拉輪槽寬拉刀采用分體式結(jié)構(gòu),,拉刀齒部分選用高性能高速鋼,,刀體選用優(yōu)質(zhì)工具鋼,節(jié)約了30%拉刀原材料成本,,大大提高了拉刀性價(jià)比,。
(4)精拉輪槽輪廓拉刀采用同廓式輪切結(jié)構(gòu),實(shí)現(xiàn)樅樹型榫槽的同廓成形加工,,減小了輪槽拉刀切削力,,提高了加工件齒面精度,保證樅樹型榫槽齒形輪廓度誤差值<0.01mm,,同時(shí)保證樅樹型榫槽齒形工作面齒距誤差在0.005mm內(nèi),。
(5)拉刀齒槽分層多刀粗精銑和齒形數(shù)控磨削加工工藝技術(shù),設(shè)計(jì)相配套的拉刀銑齒槽和數(shù)控磨削裝置等先進(jìn)專用工裝夾具,,應(yīng)用于燃?xì)廨啓C(jī)輪盤樅樹型榫槽加工用精密組合式拉刀的整個(gè)生產(chǎn)全過(guò)程中,,增大了刀具加工系統(tǒng)的剛度,提高刀具的加工精度,。型線是否合格主要影響的因素有:輪盤材質(zhì)的熱變形或輪盤材質(zhì)的彈性變形,。一般來(lái)說(shuō),拉削速度為1~2m/min,,粗拉刀的齒升量一般為0.05mm,,而精拉刀的齒升量為0.01~0.02mm。