高速銑削工具系統(tǒng)概述
時(shí)間:2024-04-09 10:02:52 來源:admin 點(diǎn)擊:0次
高速加工是集材料科學(xué),、工程力學(xué)、機(jī)械動(dòng)力學(xué)和制造科學(xué)于一體的高新加工技術(shù),在汽車制造、航空航天和機(jī)械加工多個(gè)行業(yè)得到了越來越廣泛的應(yīng)用,。眾所周知,高速銑削在高速加工中扮演了非常重要的角色,,據(jù)了解,,高速加工中有40%來自高速銑削加工,,而高速銑削工具系統(tǒng)是高速銑削機(jī)床的重要組成部分,其性能將影響到加工質(zhì)量和加工效率,。因此,,高速銑削工具系統(tǒng)的研究與開發(fā)倍受國(guó)內(nèi)外機(jī)械工程專家和學(xué)者的關(guān)注。
半個(gè)多世紀(jì)以來,,傳統(tǒng)的BT(7∶24錐度)工具系統(tǒng)在機(jī)械加工中發(fā)揮了重要的作用,。下圖為高速加工時(shí)BT工具系統(tǒng)工作示意圖。高速加工時(shí)主軸工作轉(zhuǎn)速達(dá)到每分鐘數(shù)萬轉(zhuǎn),,在離心力作用下主軸孔的膨脹量比實(shí)心的刀柄大,使錐柄與主軸的接觸面積減少,,導(dǎo)致BT工具系統(tǒng)的徑向剛度,、定位精度下降;在夾緊機(jī)構(gòu)拉力的作用下,,BT刀柄的軸向位置發(fā)生變化,,軸向精度下降,從而影響加工精度,;機(jī)床停車時(shí),,刀柄內(nèi)陷于主軸孔內(nèi)將很難拆卸。另外,,由于BT工具系統(tǒng)僅使用錐面定位,、夾緊,還存在換刀重復(fù)精度低,、連接剛度低,、傳遞扭矩 能力差、尺寸大,、重量大,、換刀時(shí)間長(zhǎng)等缺點(diǎn)。為解決上述問題,,德國(guó),、美國(guó)、日本等工業(yè)發(fā)達(dá) 國(guó)家相繼開發(fā)出若干新型工具系統(tǒng),,以滿足現(xiàn)代機(jī)械加工生產(chǎn)的要求,,例如:HSK工具系統(tǒng)、KM工具系統(tǒng)和BIG-plus工具系統(tǒng),。
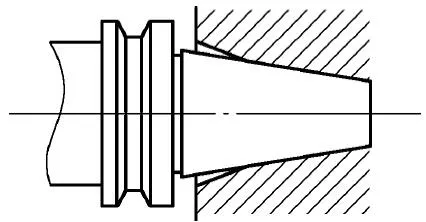
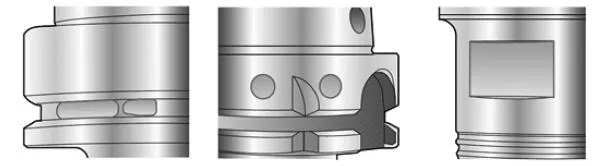
傳統(tǒng)的BT工具系統(tǒng)工作示意圖在工具系統(tǒng)的開發(fā)過程中,,動(dòng)平衡漸漸成為評(píng)價(jià)一個(gè)工具系統(tǒng)好壞的重要指標(biāo)之一。在高速切削加工過程中,,主軸轉(zhuǎn)速非常高,,因此,,在高速旋轉(zhuǎn)的刀具系統(tǒng)中,就存在著殘余不平衡量(不對(duì)稱的質(zhì)量),,會(huì)產(chǎn)生與轉(zhuǎn)速成平方關(guān)系的離心力,,這種動(dòng)態(tài)負(fù)荷會(huì)激起刀具和機(jī)床的振動(dòng),從而導(dǎo)致加工表面質(zhì)量,、刀具壽命和主軸軸承壽命的下降,,甚至影響到加工過程的正常進(jìn)行。為減小或限制這種殘余不平衡量產(chǎn)生的動(dòng)態(tài)負(fù)荷的影響,,應(yīng)對(duì)刀具系統(tǒng)進(jìn)行必要的動(dòng)平衡,。在高速切削加工過程中,刀柄的動(dòng)平衡是改善整體式部件質(zhì)量分布的過程,,以將不平衡質(zhì)量及其作用力減小至可接受水平,。動(dòng)平衡可以通過不同方法實(shí)現(xiàn):添加重量、去除材料(例如,,EPB刀柄)或?qū)嵤┱{(diào)節(jié)(例如,,EPB鏜頭上的動(dòng)平衡環(huán))。對(duì)工具系統(tǒng)進(jìn)行動(dòng)平衡時(shí)常常采用去除材料的方法,,EPB刀柄的動(dòng)平衡如圖所示,。
動(dòng)平衡的好壞可由動(dòng)平衡品質(zhì)來衡量,而動(dòng)平衡品質(zhì)由動(dòng)平衡質(zhì)量G,、單位不平衡量e和轉(zhuǎn)速n決定,,以上三者的關(guān)系如圖(摘自ISO1940標(biāo)準(zhǔn))所示。其中單位不平衡量e也被稱為不平衡偏心,,即重心相對(duì)刀柄旋轉(zhuǎn)軸線偏離的距離,。動(dòng)平衡降低了e,換言之,,使得重心距旋轉(zhuǎn)軸盡可能的接近,。這樣也就減小了旋轉(zhuǎn)刀具的橫向振動(dòng)。
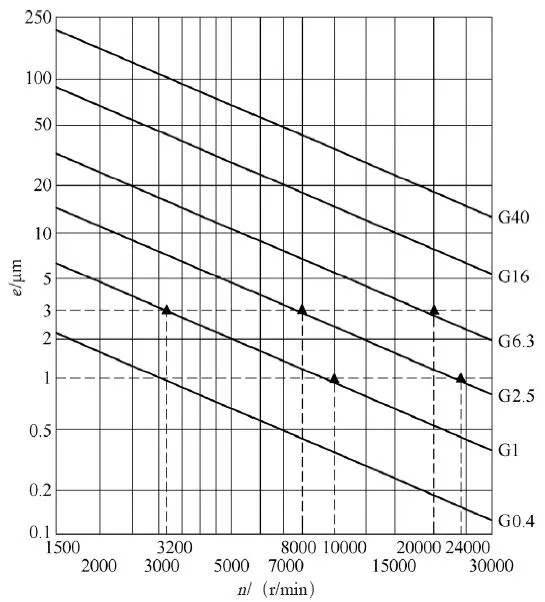
動(dòng)平衡質(zhì)量G,、單位不平衡量e和轉(zhuǎn)速n三者的關(guān)系在高速切削加工過程中,,工具系統(tǒng)的動(dòng)平衡質(zhì)量G取決于轉(zhuǎn)速n、刀柄質(zhì)量M和殘余不平衡量U,,不參考轉(zhuǎn)速n不能確定動(dòng)平衡質(zhì)量G,。對(duì)于刀柄,最好使用單位不平衡量e和殘余不平衡量U來確定其動(dòng)平衡質(zhì)量,,e或U可通用于所有刀柄,,而G必須相對(duì)特定n來表達(dá),其中,e可容易地由U(通過動(dòng)平衡機(jī)得到)除以刀柄質(zhì)量M計(jì)算得到,。一般情況下,,ISO40刀柄轉(zhuǎn)速大于10000r/min需要認(rèn)真考慮動(dòng)平衡問題,轉(zhuǎn)速在15000r/min以上時(shí)強(qiáng)力建議使用動(dòng)平衡工具系統(tǒng),,ISO50刀柄轉(zhuǎn)速大于8000r/min時(shí)考慮動(dòng)平衡問題,。而可調(diào)節(jié)平衡工具系統(tǒng)在動(dòng)平衡機(jī)上作過精確平衡后,在20000r/min,,40刀柄預(yù)平衡至G2.5,;在15000r/min,50刀柄預(yù)平衡至G2.5,。隨著高速切削加工技術(shù)的發(fā)展,,刀柄在加工中的重要性愈來愈凸顯,而動(dòng)平衡作為刀柄研究中的一項(xiàng)重要內(nèi)容,,必將會(huì)受到越來越多的機(jī)械工程專家和工具廠商的重視,。






