與普通機床加工方法相比,數(shù)控加工對刀具提出了更高的要求,,不僅需要剛性好,、精度高,而且要求尺寸穩(wěn)定,,耐用度高,,斷屑和排屑性能好,同時要求安裝調(diào)整方便,,這樣來滿足數(shù)控機床高效率的要求,。數(shù)控車削中廣泛采用機夾可轉(zhuǎn)位刀具,它是提高數(shù)控加工生產(chǎn)率,,保證產(chǎn)品質(zhì)量的重要手段,。
可轉(zhuǎn)位車刀刀片種類繁多,使用最廣的是菱形刀片,,其次是三角形刀片,、圓形刀片及切槽刀片。菱形刀片按其菱形銳角不同有80°(C型),、55°(D型)和35°(V型)三類,。
80°菱形刀片在數(shù)控車床加工中最為常用,C型刀片與T型,、S型相比,,只需將刀片對稱反裝互為基準即可,安裝與加工精度最高,。D型和V型菱形刀片雖也可對稱反裝,,安裝與加工精度也高,但C型刀尖頂角為80°,,相對刀頭強度大,、耐損傷、更易長期保持精度,。
80°菱形刀片刀尖角大小適中,,刀片既有較好的強度、散熱性和耐用度,,又能裝配成主偏角略大于90°的刀具,用于端面,、外圓,、內(nèi)孔、臺階的加工。同時,,這種刀片的可夾固性好,,可用刀片底面及非切削位置上的80°刀尖角的相鄰兩側(cè)面定位,定位方式可靠,,且刀尖位置精度僅與刀片本身的外形尺寸精度相關(guān),,轉(zhuǎn)位精度較高,適合數(shù)控車削,。35°菱形刀片因其刀尖角小,,干涉現(xiàn)象少,多用于車削工件的復(fù)雜型面或開挖溝槽,。
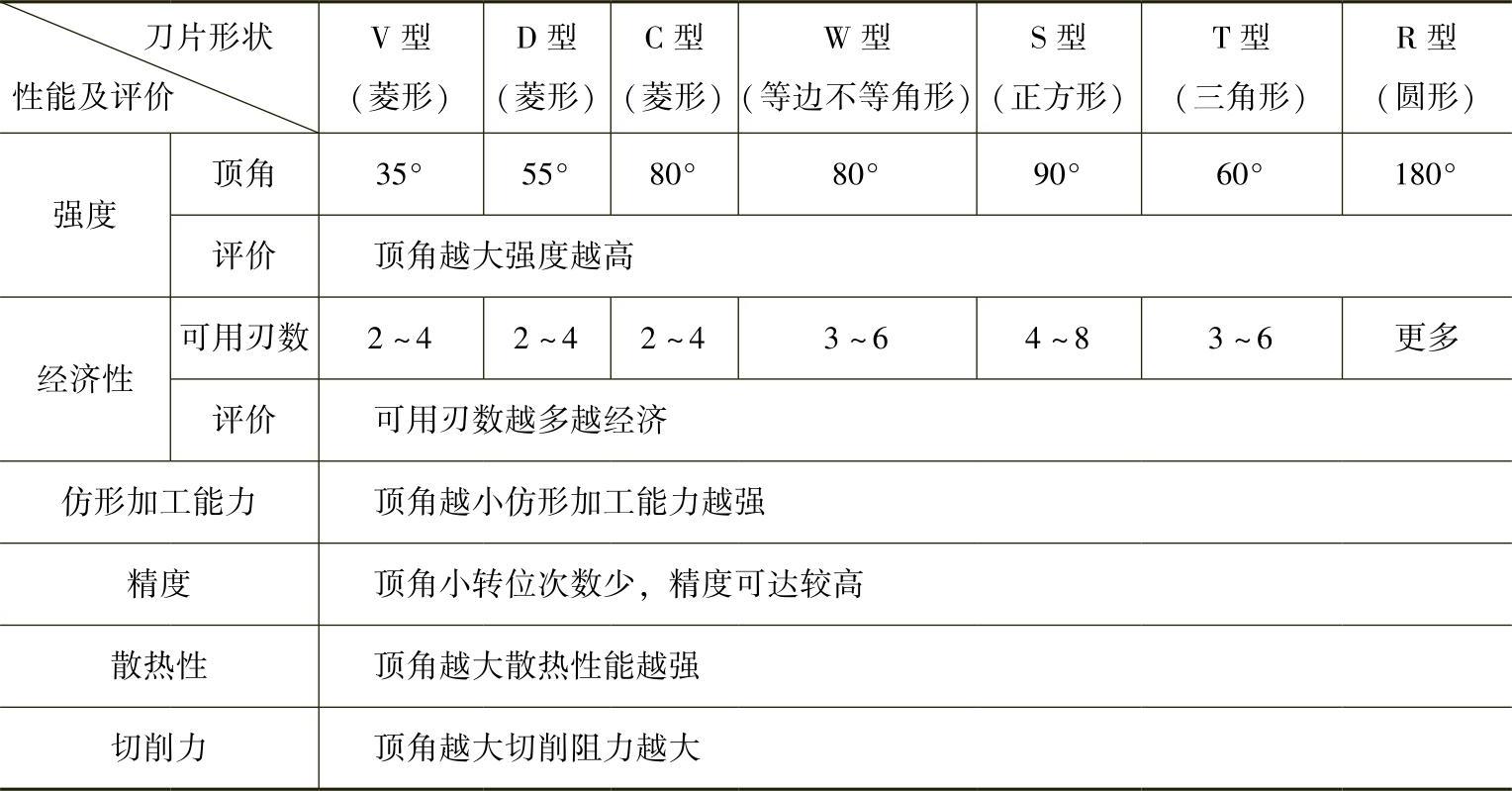
刀片的刀尖頂角越大,,刀頭強度越高,散熱性越好,,但切削力也大,,刀尖頂角越小,仿形加工能力越強,。幾種主要車削刀片形狀性能與特點比較見表,。
幾種主要車削刀片形狀性能與特點比較