






面銑刀直徑d應(yīng)按銑削工件表面的寬度(即銑削寬度ae)來確定:
d=(1.1~1.6)ae
為了減少銑刀的規(guī)格,,面銑刀直徑應(yīng)采用公比為1.25的標準系列,,即d=50mm,,63mm,80mm,,100mm,,125mm,160mm,,200mm,,250mm,315mm,,400mm,,500mm,630mm,。根據(jù)銑削寬度ae確定的直徑還應(yīng)按上述標準數(shù)值選取,。
為使加工效率最高,銑刀應(yīng)有2/3的直徑與工件接觸,,換而言之,銑刀直徑等于被銑削寬度的1.5倍,。順銑時,,使用這個刀具直徑與切削寬度之比,將保證切入工件時有非常適合的角度,。如果不能肯定機床是否有足夠的功率來維持銑刀在這樣的比例下切削,,可以把軸向切削厚度分兩次或多次完成,而盡可能保持銑刀直徑與切削寬度的比值,。對銑刀直徑和銑削寬度關(guān)系的研究結(jié)果表明:
1)用很大直徑(銑刀直徑的大小是相對于銑削寬度ae而言的)銑刀進行順銑是最好的方案,,如圖a所示。
2)用直徑比銑削寬度稍大的銑刀進行對稱銑是次好的方案,,如圖b所示,。
3)用大直徑銑刀進行對稱銑是不好的方案,如圖c所示,。
4)用大直徑銑刀進行逆銑是最差的方案,,如圖d所示。
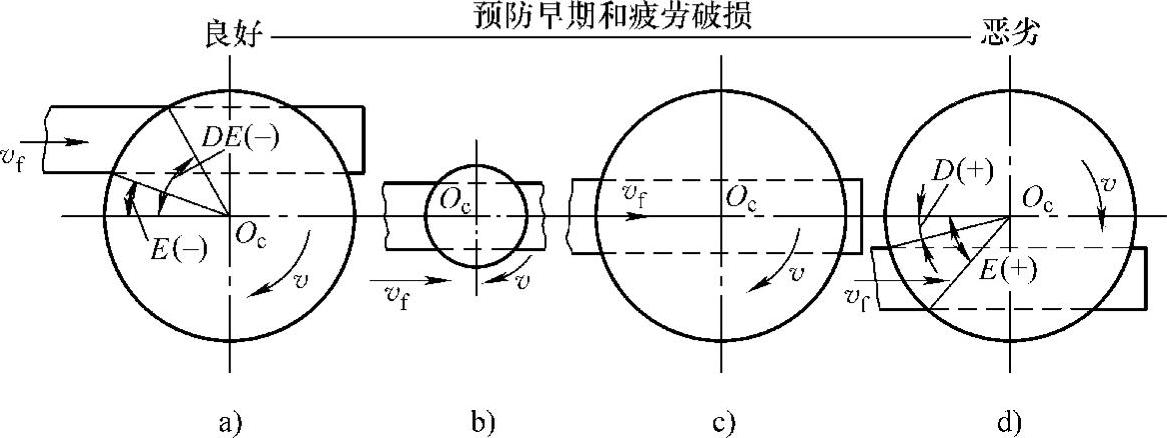
銑刀直徑和銑削方式
a)大直徑順銑 b)對稱銑 c)大直徑對稱銑 d)大直徑逆銑