






面銑刀的幾何角度是指將刀齒安裝到銑刀體上以后所具有的工作角度。
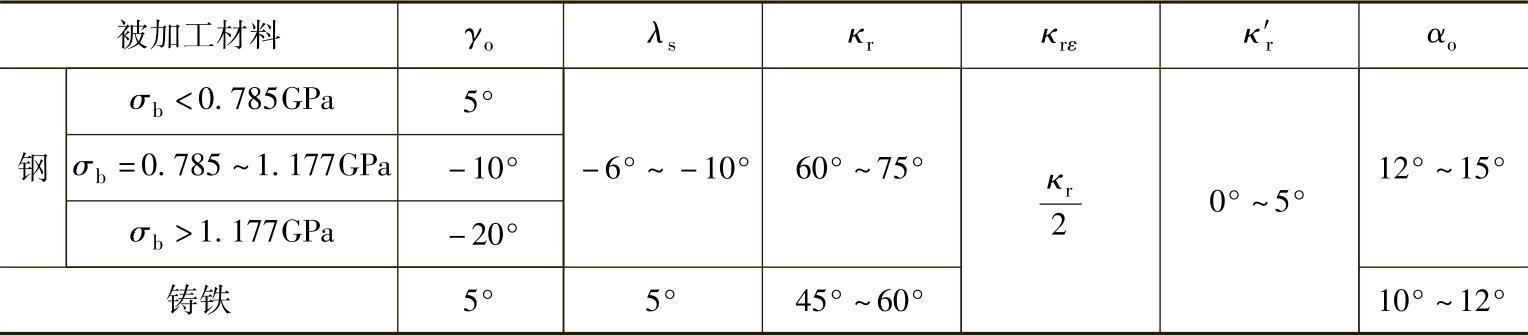
硬質合金面銑刀幾何角度參考值
斷續(xù)切削是銑刀刀齒的工作特點之一,。每個刀齒在切入工件時都要發(fā)生沖擊,。改善刀齒切入時的受力狀況,提高其抗沖擊能力是選擇前角γo及刃傾角λs所要考慮的重要問題,。
1)刃傾角的選擇,。在通常的情況下,刃傾角λs應取負值,,以增加刀尖強度,,提高刀齒的抗沖擊能力,一般可取λs=-15°~-10°,。但是減小λs后,,會使排屑困難,并使副切削刃有較大的負前角,。
2)前角的選取,。前角的選擇與車刀基本相同,只是由于銑削時有沖擊,,故前角數(shù)值一般比車刀略小,,尤其是硬質合金面銑刀甚至可取較大的負值,以增加刀齒的楔角,增加切削刃的強度,。
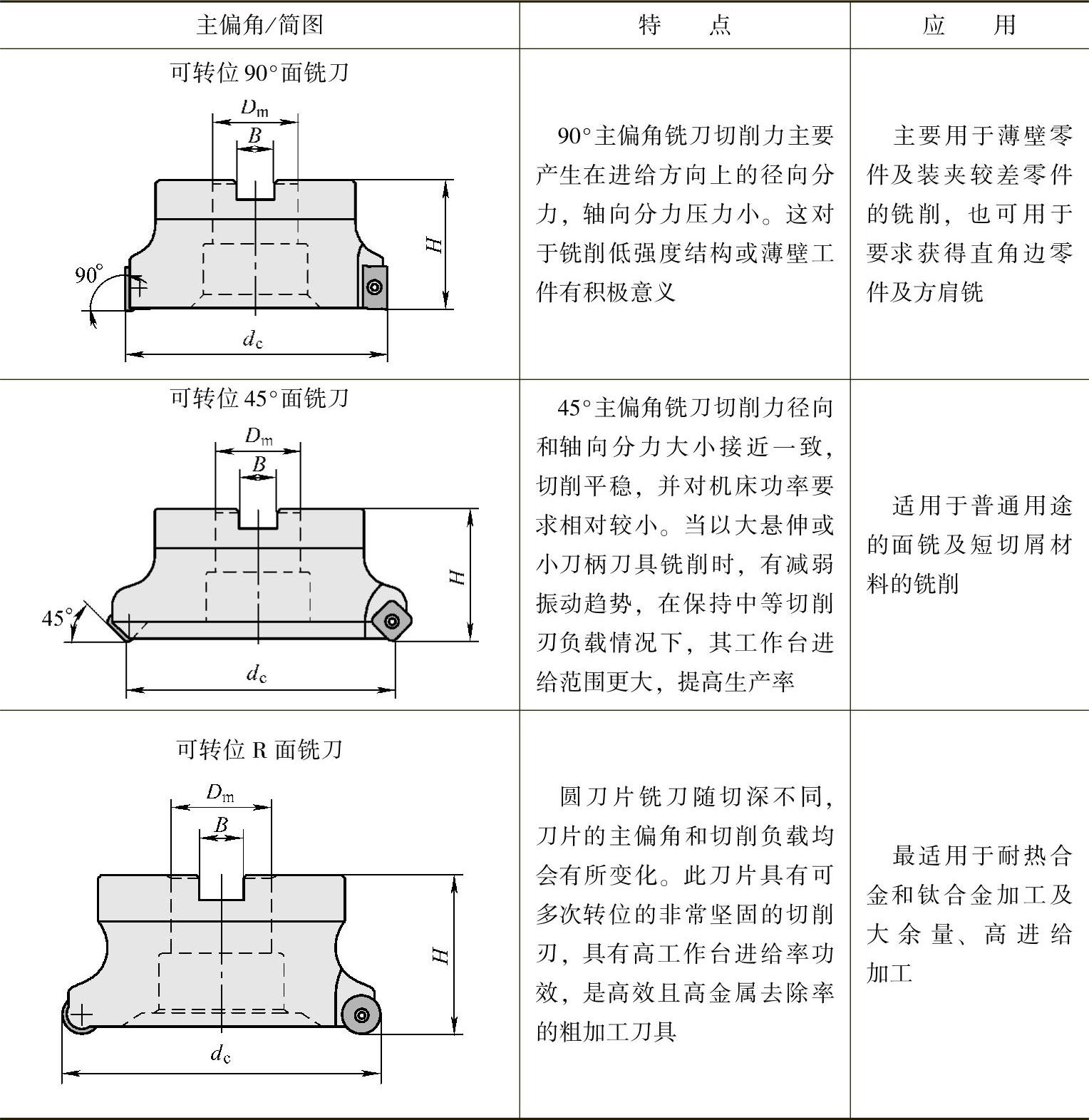
3)主偏角及過渡刃偏角的選擇,。主偏角大小對切屑厚度、切削力和刀具壽命有重要影響,。如果主偏角κr小,,則切屑厚度小,主切削刃工作的長度長,,散熱好,。但κr太小時,軸向分力太大,,易產生振動,。一般選κr=45°~90°,下表給出了三種面銑刀主偏角的特點及應用,。為了增加刀尖強度,,在刀尖處做成過渡刃偏角κrε=κr/2、l1=1~2mm的過渡刃,,如圖所示,。
4)副偏角、修光刃,。選取較小的副偏角κ′r可以降低加工表面粗糙度,,一般選κ′r=2°~3°。也可以使副切削刃有一段κ′r=0°,、l0=1~2mm的修光刃,,如圖所示。具有修光刃的可轉位銑刀刀片已廣泛應用,。
5)后角的選取,。銑刀的磨損主要發(fā)生在后面上,因此適當加大后角,,可減少銑刀磨損,。常取αo=5°~12°,工件材料軟時取大值,,工件材料硬時取小值,;粗齒銑刀取小值,細齒銑刀取大值,。
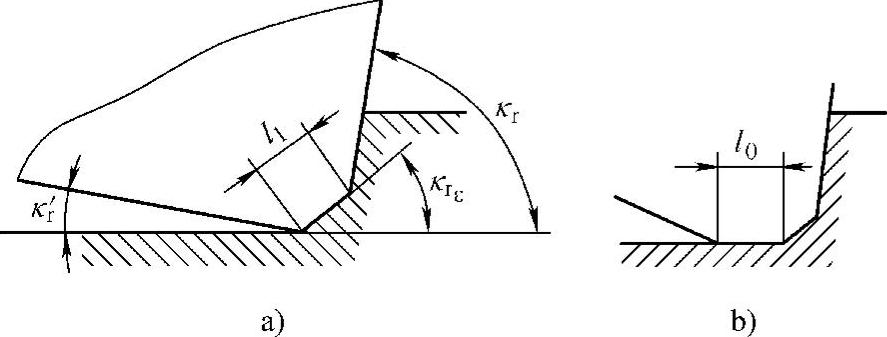
κr,、κrε、κ′r角度
常用面銑刀主偏角的特點及應用
a)過渡刃 b)修光刃