






(1)鉸刀 鉸刀是孔的精加工刀具,,也可用于高精度孔的半精加工,。由于鉸刀齒數(shù)多,槽底直徑大,,其導向性及剛度好,,而且鉸刀的加工余量小,制造精度高,、結(jié)構(gòu)完善,,所以鉸孔的加工精度一般可達IT6~IT8級,表面粗糙度值Ra可達1.6~0.2μm,。鉸孔操作方便,,生產(chǎn)率高,而且也容易獲得高質(zhì)量的孔,,所以在中小孔生產(chǎn)中應(yīng)用極為廣泛,。
(2)鏜刀 鏜刀是一種很常見的擴孔用刀具,在許多機床上都可以用鏜刀鏜孔(如車床,、銑床,、鏜床及組合機床等)。鏜孔的加工精度可達IT6~IT8,,加工表面粗糙度Ra可達6.3~0.8μm,,常用于較大直徑孔的粗加工、半精加工和精加工,。根據(jù)鏜刀的結(jié)構(gòu)特點及使用方式,,可分為單刃鏜刀和雙刃鏜刀。
(3)擴孔鉆 擴孔鉆通常用于鉸或磨前的預加工或毛坯孔的擴大,其外形與麻花鉆相類似,。擴孔鉆通常有三四個刃帶,,沒有橫刃,前角和后角沿切削刃的變化小,,故加工時導向效果好,,軸向抗力小,切削條件優(yōu)于鉆頭,。
另外,,擴孔鉆主切削刃較短,容屑槽淺,;刀齒數(shù)目多,,鉆心粗壯,剛度強,,切削過程平穩(wěn),,再加上擴孔余量小。因此,,擴孔時可采用較大的切削用量,,而其加工質(zhì)量卻比麻花鉆好。一般加工精度可達IT10~IT11,,表面粗糙度Ra可達6.3~3.2μm,。常見的結(jié)構(gòu)型式有高速鋼整體式(見圖1)、鑲齒套式或硬質(zhì)合金可轉(zhuǎn)位式(見圖2),。
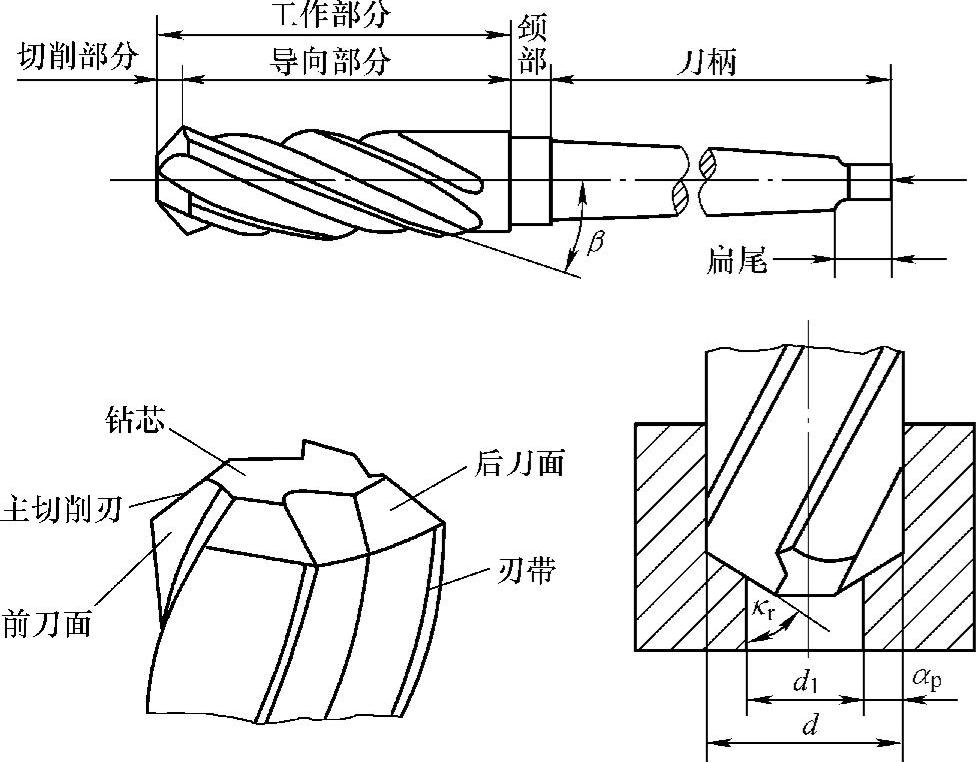
圖1 高速鋼錐柄擴孔鉆
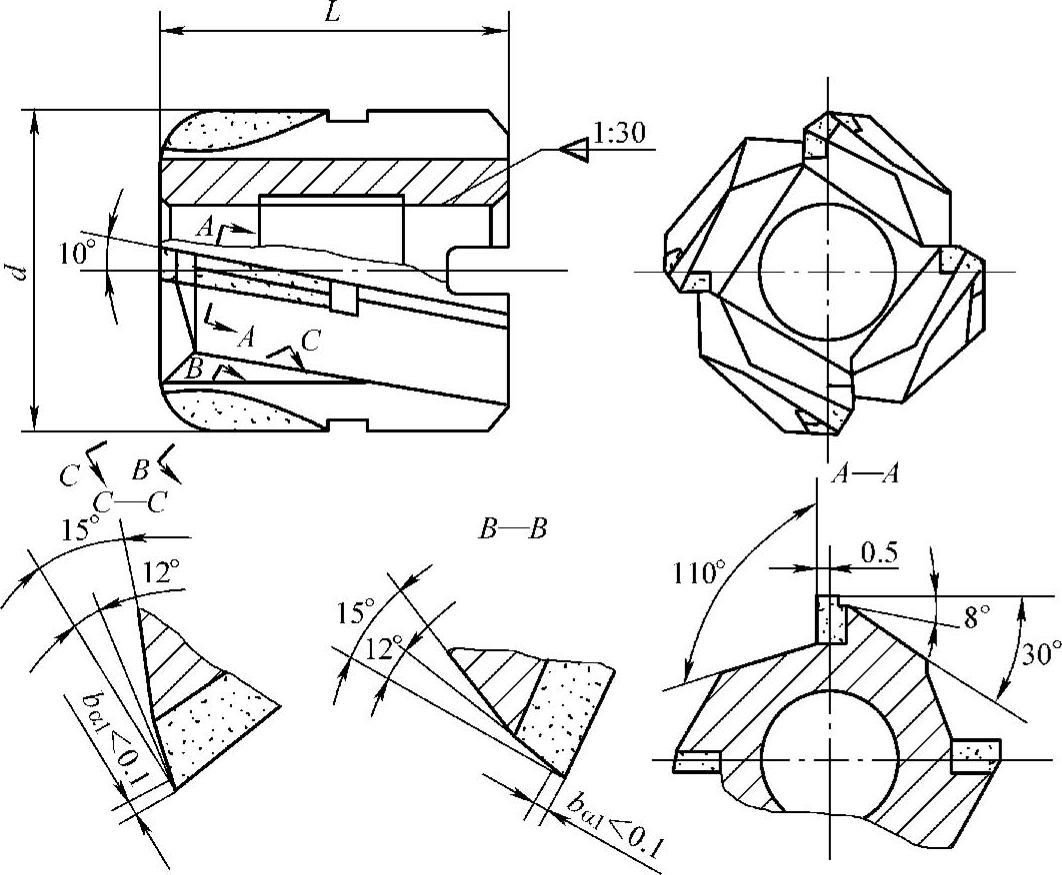
圖2 鑲焊硬質(zhì)合金刀片的套式擴孔鉆
(4)锪鉆 锪鉆用于在孔的端面上加工圓柱形沉頭孔(見圖3a)、加工錐形沉頭孔(見圖3b和c),。锪鉆上的定位導向柱用來保證被锪的孔或端面與原來的孔有一定的同軸度和垂直度,。導向柱可以拆卸,以便制造锪鉆的端面齒,。锪鉆可制成高速鋼整體結(jié)構(gòu)或硬質(zhì)合金鑲齒結(jié)構(gòu),。
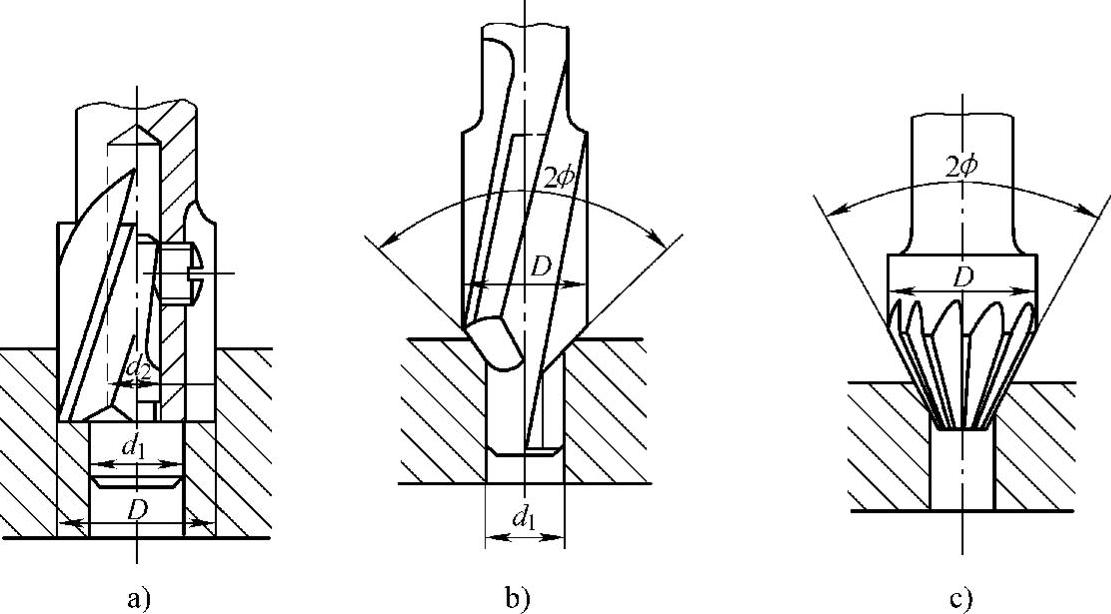
圖3 锪鉆
a)帶導柱平底锪鉆 b)帶導柱錐面锪鉆 c)不帶導柱錐面锪鉆