






(1)整體和鑲片式硬質(zhì)合金鉆頭麻花鉆 為了提高切削速度,,鑲片式硬質(zhì)合金麻花鉆是在鋼制的麻花鉆鉆體上焊接硬質(zhì)合金刀片,,刀片一般采用K20或K30硬質(zhì)合金,。圖所示為?5~20mm直柄鑲片式硬質(zhì)合金麻花鉆形式,。GB/T 10947—2006中規(guī)定了適用于鉆削灰鑄鐵的?10~30mm的硬質(zhì)合金錐柄麻花鉆的形式和基本尺寸,,以及硬質(zhì)合金錐柄麻花鉆通用技術(shù)條件,,讀者可在該標準中獲得相關數(shù)據(jù)和規(guī)定。
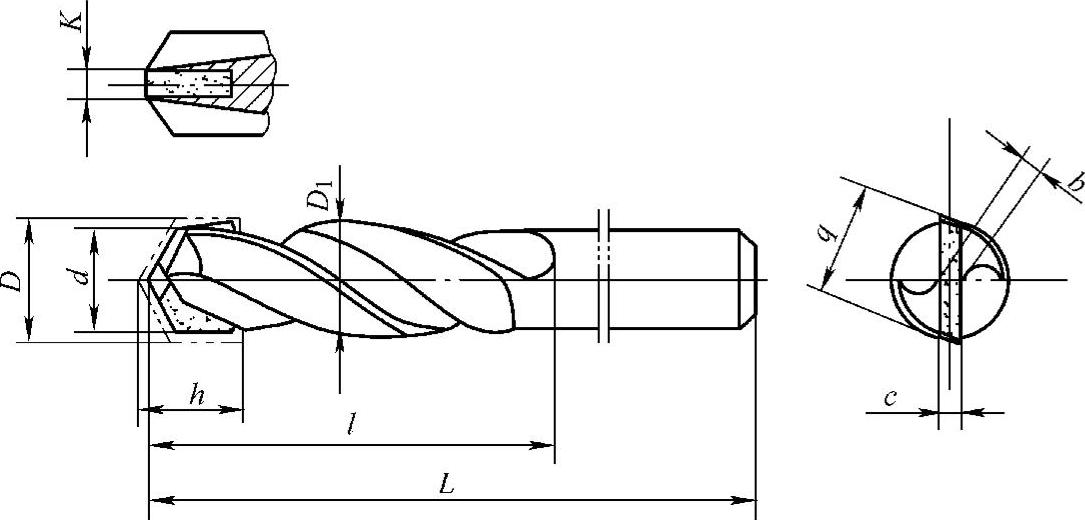
鑲片硬質(zhì)合金直柄鉆頭
對于整體硬質(zhì)合金鉆頭來說,,在相同的進給率下,,刀具壽命比高速鋼高20倍,而且切削速度也提高了幾倍,。隨著刀具材料及制造技術(shù)的發(fā)展,,硬質(zhì)合金鉆頭的形狀有了很大的改進,刀具壽命也得到很大延長,,下圖所示為硬質(zhì)合金鉆頭,。
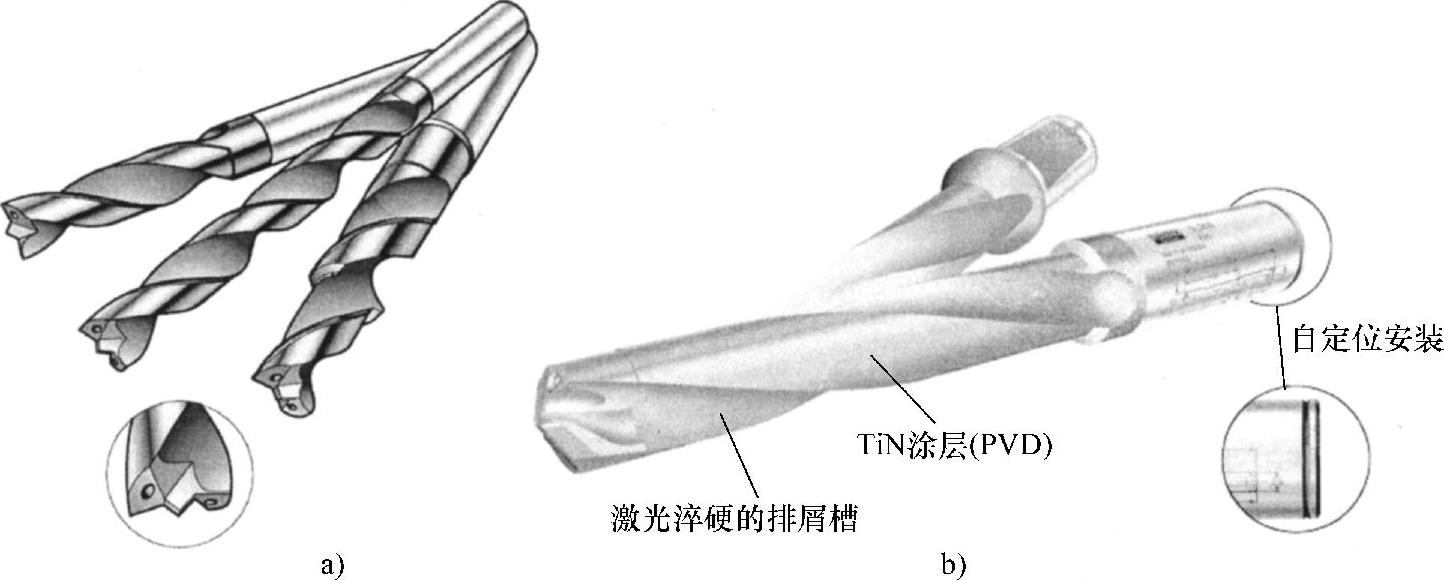
硬質(zhì)合金鉆頭
a)用于鋁合金的整體式硬質(zhì)合金鉆頭 b)焊接硬質(zhì)合金鉆頭
(2)整體硬質(zhì)合金印制線路板麻花鉆 隨著電子工業(yè)的發(fā)展,對印制線路板用的鉆頭的要求日益增多,。為此制定了JB/T 8367—1996《整體硬質(zhì)合金印制線路板麻花鉆》,,規(guī)定了這種鉆頭的形式、尺寸,、技術(shù)要求和性能試驗要求,。
這種鉆頭尺寸較小,整體用硬質(zhì)合金制造,,標準推薦采用K10類硬質(zhì)合金,,且宜采用超細微粒的硬質(zhì)合金粉制造,,考慮到其本身的強度,其螺旋角和后角要比鉆削同類材料的高速鋼麻花鉆稍小為宜,。JB/T 8367—1996制定的A型麻花鉆的形式如圖1所示,,適用于?0.1~3.175mm(1/8in)的麻花鉆。B型麻花鉆的形式如圖2所示,,適用于?3.2~6.4mm的麻花鉆,。
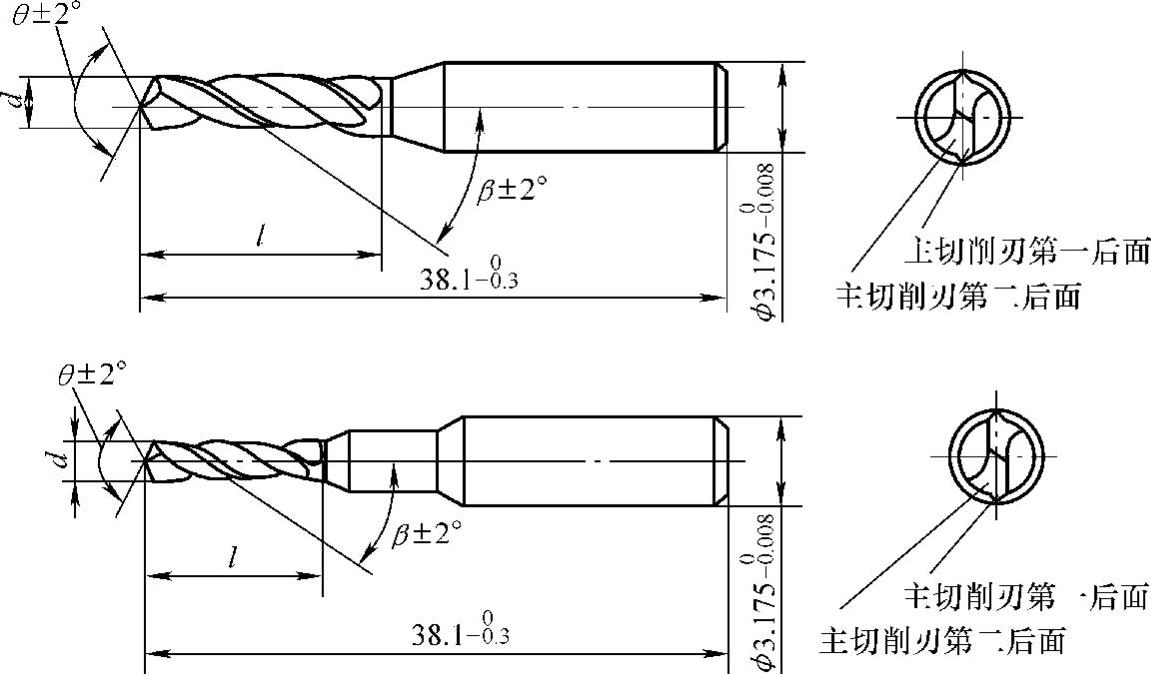
圖1 A型整體硬質(zhì)合金印刷線路板麻花鉆
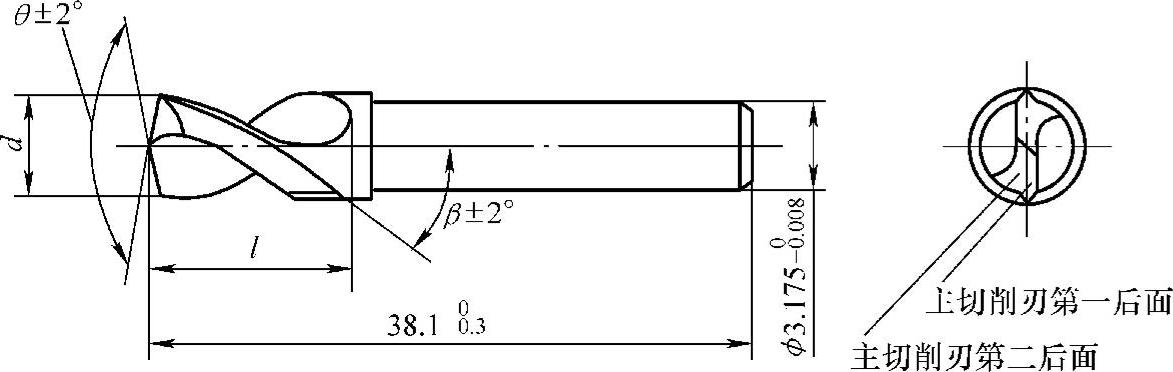
圖2 B型整體硬質(zhì)合金印刷線路板麻花鉆
(3)可轉(zhuǎn)位刀片鉆頭 可轉(zhuǎn)位刀片鉆頭通常用于數(shù)控車床、車削中心,、加工中心及一些多任務機床和專用機床上的高效率孔加工,。其將鋼制鉆柄的韌性和可轉(zhuǎn)位刀片的耐磨性結(jié)合在一起,具有高加工效率,、通用性及長而可靠的刀具壽命,可以適用各種不同的應用要求,,它的加工效率,、可靠性和加工精度都比普通鉆頭高。
可轉(zhuǎn)位刀片鉆頭是在鉆體上開兩個直的或螺旋溝槽,,在溝槽的前端開槽裝夾帶有沉孔的硬質(zhì)合金刀片,,并用沉頭螺釘夾緊刀片。兩塊刀片徑向位置相互錯開,,以便切除孔底金屬,,常稱為內(nèi)、外刀片(齒),。內(nèi)刀片采用強度高,、韌性好而耐磨性稍差的硬質(zhì)合金,如YT5,、YW2或YG類,,外刀片采用硬度高、耐磨性好而強度稍差的材料,,如YT14,、YT15,或內(nèi),、外刀片均采用綜合性能好的涂層刀片,,如YB11。刀片多采用凸三邊形,、四邊形和圓刀片等帶沉孔的刀片,,用沉頭螺釘偏心壓緊??赊D(zhuǎn)位刀片硬質(zhì)合金鉆頭特點是切削速度較高,,金屬切除率較大,,需要較大的容屑空間和充足切削液冷卻潤滑和幫助排屑。排屑溝槽有直槽和螺旋槽兩種,,當加工孔的長徑比較大時,,一般選用螺旋槽,有利于切削液的輸送和切屑的排出,。