






單刃外排屑深孔鉆因最初用于加工槍管,,故又名槍鉆,,主要用來加工直徑為3~20mm的小孔,孔深與直徑之比可超過100,。加工出的孔精度為IT8~I(xiàn)T10,,加工表面粗糙度Ra3.2~0.8μm,孔的直線性也比較好,。
如圖1所示,,單刃外排屑深孔鉆工作時,切削液以高壓(3.4~9.8MPa)從鉆桿和切削部分的進(jìn)油孔送入切削區(qū)以冷卻,、潤滑鉆頭,,并把切屑經(jīng)鉆桿與切削部分的V形槽沖刷出來,即切削液由鉆桿中注入,,切屑有鉆桿外沖出,故稱外排屑,。
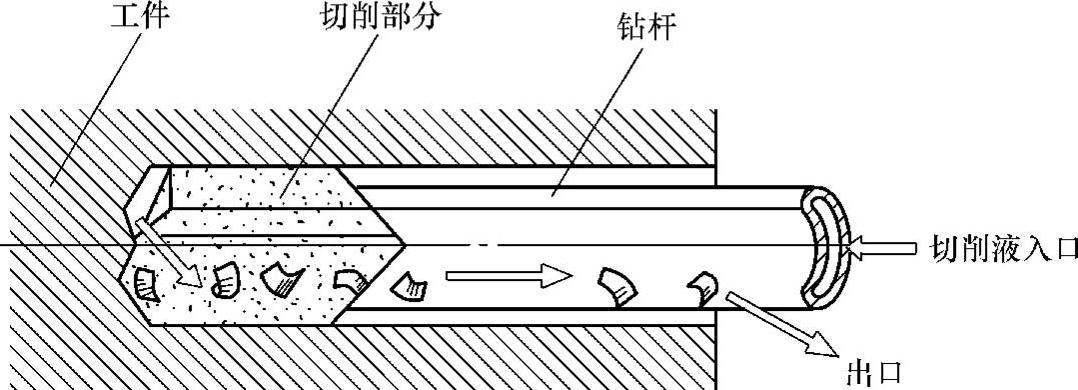
圖1 槍鉆工作原理
切削部分和鉆桿二者一般是焊接起來的,。鉆桿通常是用無縫鋼管軋出V形排屑溝槽。在保證鉆桿足夠強(qiáng)度和剛度的條件下,,鉆桿內(nèi)徑盡可能取大一些,,以利切削部分的冷卻潤滑及排屑通暢。為避免鉆桿與孔壁或鉆套摩擦,,鉆桿外徑應(yīng)略小于鉆頭外徑0.5~1mm,。切削部分可用高速鋼或硬質(zhì)合金制成。
單刃外排屑深孔鉆切削部分最大特點是沒有橫刃,,僅在軸線一側(cè)有切削刃,。切削刃又分為內(nèi),、外刃,其主偏角為κr1,、κr2(見圖2),,鉆尖偏離軸心線距離e。在加工過程中作用在外刃的徑向力大于作用在內(nèi)刃的徑向力,,使鉆頭在鉆削過程中徑向合力能始終作用于待加工表面,,同時保證鉆頭緊貼向支承面較大的一面,以保證加工孔的直線性(見圖3),。
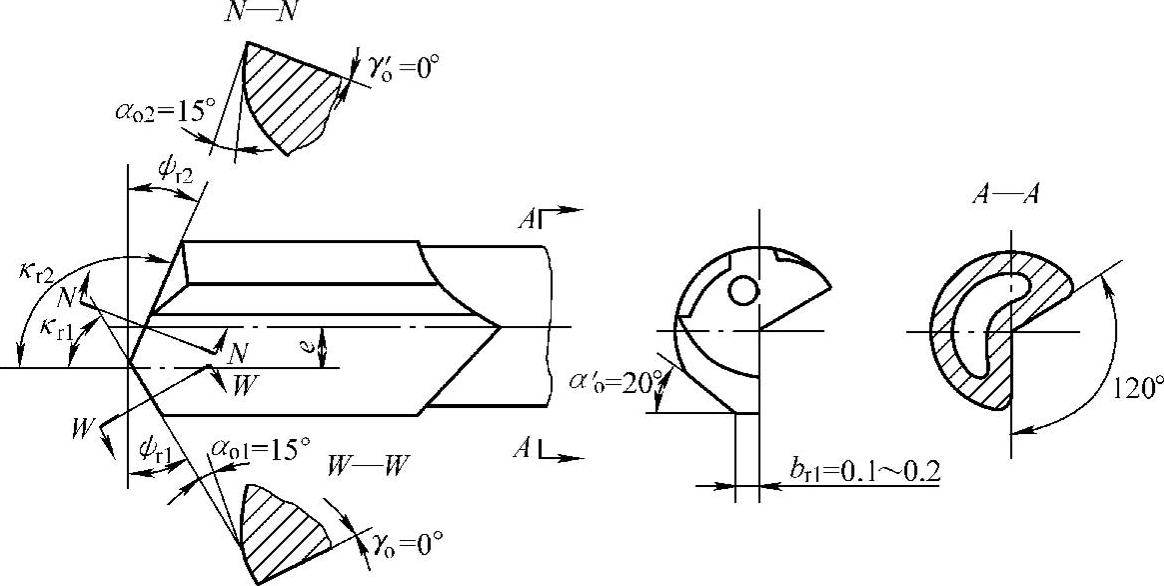
圖2 單刃外排屑深孔鉆
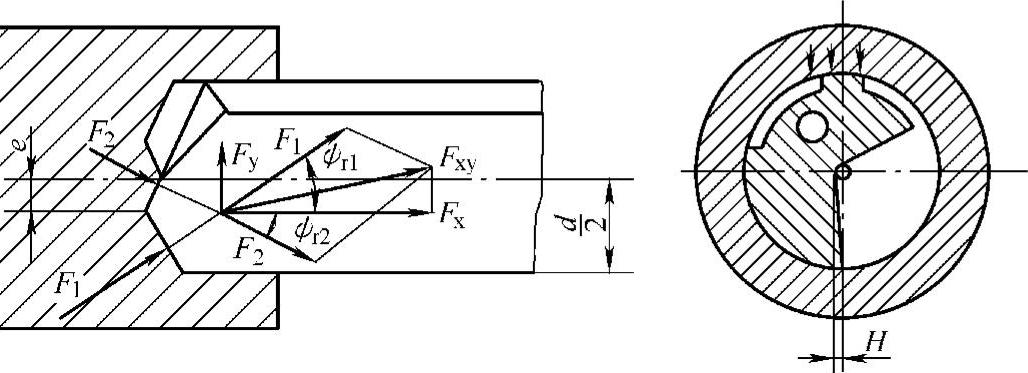
圖3 單刃外排屑深孔鉆受力分析與切削導(dǎo)向心柱