






7∶24的刀柄是靠刀柄的7∶24錐面與機床主軸孔的7∶24錐面接觸定位連接的,在高速加工,、連接剛性和重合精度三方面有局限性,。為了適應(yīng)高速加工,出現(xiàn)了錐度為1∶10的HSK真空刀柄,。HSK真空刀柄靠刀柄的彈性變形連接,,在連接時不但刀柄的1∶10錐面與機床主軸孔的1∶10錐面接觸,,而且刀柄的法蘭盤面與主軸面也緊密接觸,。HSK刀柄的空心錐柄與主軸孔完全接觸時,刀柄端面與主軸端面有約0.1mm間隙(見圖a),。夾緊時,,在夾緊機構(gòu)的作用下拉桿向左移動,脹套脹開,,脹套外錐面頂在空心錐柄內(nèi)錐面上,,拉動刀柄向左移動,空心錐柄產(chǎn)生變形,,刀柄端面與主軸端面靠緊,,實現(xiàn)了刀柄與主軸錐面和端面兩面同時定位和夾緊(見圖b)。
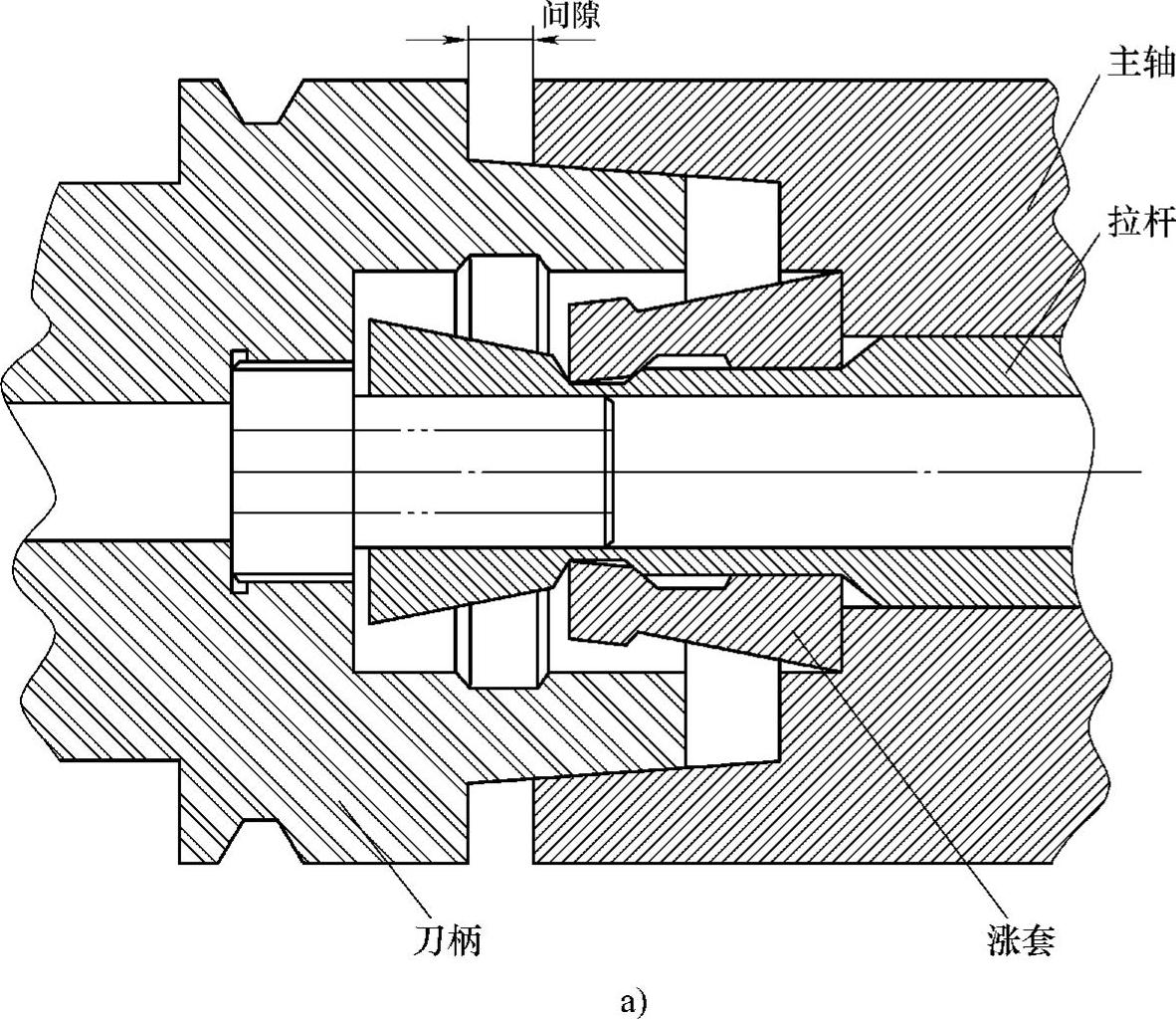
HSK刀柄配合原理
a)刀柄拉緊前
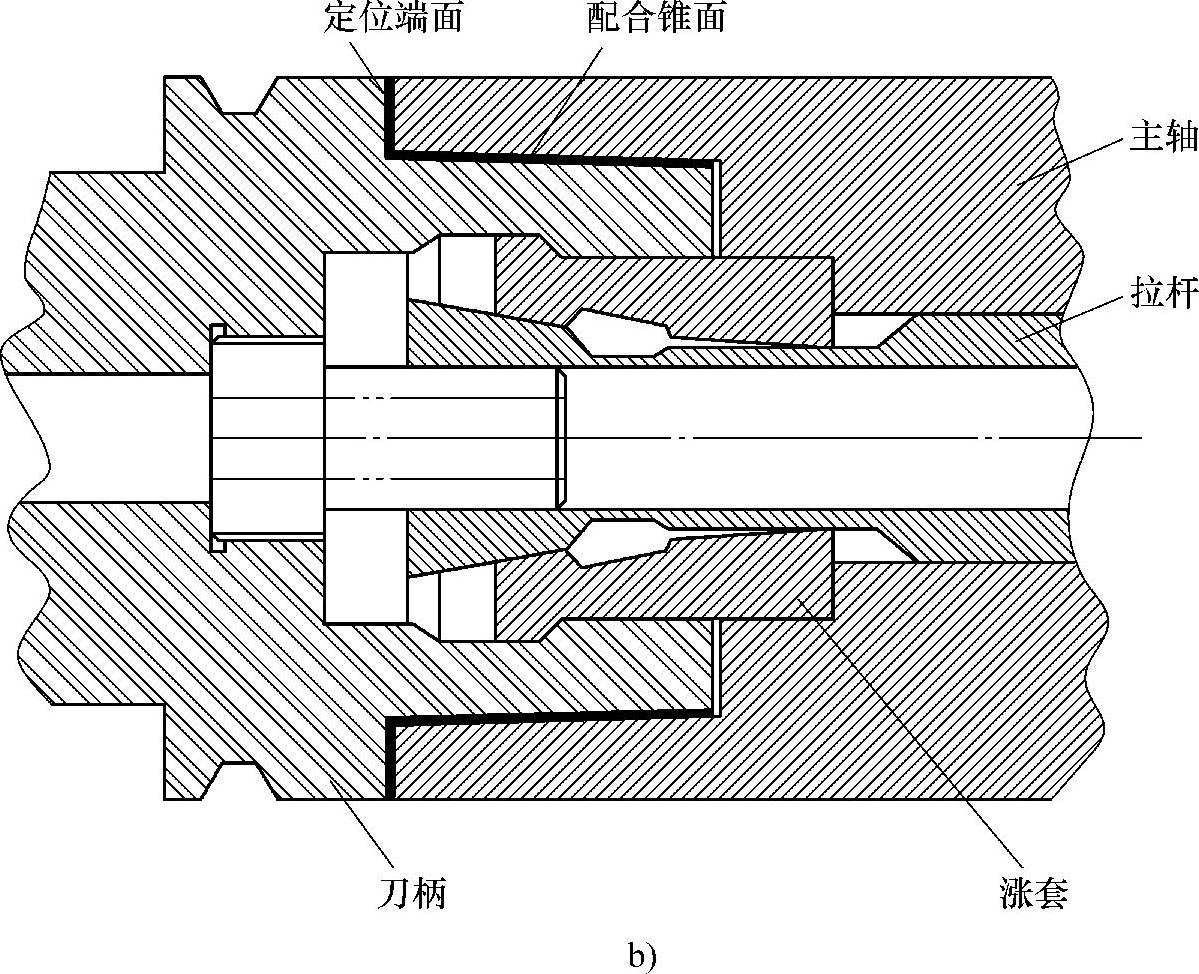
HSK刀柄配合原理(續(xù))
b)刀柄拉緊后
HSK刀柄的優(yōu)點是:
1)錐面和端面同時接觸定位,,刀柄薄壁錐體會隨高速時主軸錐孔的“脹大”而“脹大”,,兩者中間不會出現(xiàn)間隙,保證了軸向精度和剛度,。
2)刀具拉桿爪在刀柄內(nèi)打開,,夾緊力將隨著機床主軸轉(zhuǎn)速的升高而加大,提高了裝夾的安全與可靠性,。
3)中空短錐刀柄減少了刀柄的重量和慣量,,有利于主軸速度和加速度性能的提高。但是,,這些改進同時也提高了對刀柄的制造精度的要求,,從而也提高了刀柄的成本。