






減小加工誤差的方法主要有兩種:誤差預(yù)防和誤差補(bǔ)償,。( 減小原始誤差,、轉(zhuǎn)移原始誤差,、均分原始誤差,、均化原始誤差以及誤差補(bǔ)償,。)
一,、 誤差預(yù)防技術(shù):
1,、 直接減小原始誤差法: 主要是在查明影響加工精度的主要原始誤差因素之后,設(shè)法對(duì)其直接進(jìn)行消除或減小的方法,。
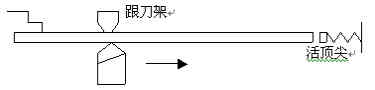
例如:加工細(xì)長(zhǎng)軸時(shí),,主要原始誤差因素是工件剛性差,因而,,采用反向進(jìn)給切削法,,并加跟刀架,使工件受拉伸,,從而達(dá)到減小變形的目的,。 (見P211圖7.32)
2、 轉(zhuǎn)移原始誤差法: 是把影響加工精度的原始誤差轉(zhuǎn)移到不影響或少影響加工精度的方向上,。 例如:車床的誤差敏感方向是工件的直徑方向,,所以,轉(zhuǎn)塔車床在生產(chǎn)中都采用"立刀"安裝法,,把刀刃的切削基面放在垂直平面內(nèi),,這樣可把刀架的轉(zhuǎn)位誤差轉(zhuǎn)移到誤差不敏感的切線方向。
3,、 均分原始誤差法: 采用分組調(diào)整,,把誤差均分:即把工件安誤差大小分組,若分成n組,,則每組零件的誤差就縮小1/ n,。
4、 “就地加工”法: 例如:車床尾架頂尖孔的軸線要求與主軸軸線重合,,采用就地加工,,把尾架裝配到機(jī)床上后進(jìn)行最終精加工。又如六角車床轉(zhuǎn)塔上六個(gè)安裝刀架的大孔及端面的加工(見P212),。
二,、 誤差補(bǔ)償技術(shù):
1、 在線檢測(cè): 加工中隨時(shí)測(cè)量工件的實(shí)際尺寸,,隨時(shí)給刀具補(bǔ)償?shù)姆椒ā?br/>2,、 偶件自動(dòng)配磨: 此法是將互配的一個(gè)零件作為基準(zhǔn),去控制另一個(gè)零件加工精度的方法,。