






前面對影響加工精度的各種主要因素進(jìn)行了討論,從分析方法上來講,,這是屬于局部的,、單因素的。而實(shí)際生產(chǎn)中影響加工精度是多因素的,、是錯綜復(fù)雜的,。用單因素估算法去分析因果關(guān)系是難以說明的。為此,,生產(chǎn)中常采用統(tǒng)計(jì)分析法,,通過對一批工件進(jìn)行檢查測量,將所測得的數(shù)據(jù)進(jìn)行處理與分析,,找出誤差分布與變化的規(guī)律,,從而找出解決問題的途徑。
一,、 加工誤差的分類
加工誤差按其性質(zhì)的不同,,可分為系統(tǒng)誤差和隨機(jī)誤差(也稱偶然誤差)。
1,、 系統(tǒng)誤差: 包括常值系統(tǒng)誤差和變值系統(tǒng)誤差 ,。
(1) 常值系統(tǒng)誤差:
定義:在連續(xù)加工一批工件中,其加工誤差的大小和方向都保持不變或基本不變的系統(tǒng)誤差,,稱為常值系統(tǒng)誤差,。
例如:原理誤差,機(jī)床,、刀具,、夾具、量具的制造誤差,,工藝系統(tǒng)靜力變形等原始誤差,,都屬于常值系統(tǒng)誤差。如鉸刀的直徑偏大0.02mm,,加工后一批孔的尺寸也都偏大0.02mm,。
特點(diǎn):
①與加工(順序)時間無關(guān);
②預(yù)先可以估計(jì);
③較易完全消除,;
④不會引起工件尺寸波動(常值系統(tǒng)誤差對于同批工件的影響是一致的,,不會引起各工件之間的差異);
⑤不影響尺寸分布曲線形狀,。
(2) 變值系統(tǒng)誤差:
定義:在連續(xù)加工一批工件中,,其加工誤差的大小和方向按一定規(guī)律變化的系統(tǒng)誤差,稱為變值系統(tǒng)誤差,。
例如:刀具的正常磨損引起的加工誤差,,其大小隨加工時間而有規(guī)律地變化,屬于變值系統(tǒng)誤差,。
特點(diǎn):
①與加工(順序)時間有關(guān),;
②預(yù)先可以估計(jì);
③較難完全消除,;
④會造成工件尺寸的增大或減?。ㄗ冎迪到y(tǒng)誤差雖然會引起同批工件之間的差異,但是按照一定的規(guī)律而依次變化的,,不會造成忽大忽小的波動),;
⑤影響尺寸分布曲線形狀。
注意1:工藝系統(tǒng)的熱變形,,在溫升過程中,,一般將引起變值系統(tǒng)誤差,在達(dá)到熱平衡后,,則又引起常值系統(tǒng)誤差,。
2、 隨機(jī)誤差:
定義:在連續(xù)加工一批工件中,,其加工誤差的大小和方向是無規(guī)則地變化著的,,這樣的誤差稱為隨機(jī)誤差。
例如:毛坯誤差(加工余量不均勻,,材料硬度不均勻等)的復(fù)映,、定位誤差、夾緊誤差(夾緊力時大時?。?、工件內(nèi)應(yīng)力等因素都是變化不定的,都是引起隨機(jī)誤差的原因,。
特點(diǎn):
①預(yù)先不能估計(jì)到,;
②較難完全消除,只能減小到最小限度,;
③工件尺寸忽大忽小,,造成一批工件的尺寸分散(在一定的加工條件下隨機(jī)誤差的數(shù)值總在一定范圍內(nèi)波動)。
注意2:隨機(jī)誤差和系統(tǒng)誤差的劃分也不是絕對的,它們之間既有區(qū)別又有聯(lián)系,。
例如:加工一批零件時,,如果是在機(jī)床一次調(diào)整中完成的,則機(jī)床的調(diào)整誤差引起常值系統(tǒng)誤差,;如果是經(jīng)過若干次調(diào)整完成的,,則調(diào)整誤差就引起隨機(jī)誤差了。
注意3:誤差性質(zhì)不同,,解決的途徑也不同,。
對于常值系統(tǒng)誤差誤差,若能掌握其大小和方向,。就可以通過調(diào)整消除,;對于變值系統(tǒng)誤差,若能掌握其大小和方向隨時間變化的規(guī)律,,則可通過自動補(bǔ)償消除;惟對隨機(jī)誤差,,只能縮小它們的變動范圍,,而不可能完全消除。
二,、 加工誤差的統(tǒng)計(jì)分析
常用的統(tǒng)計(jì)分析法有兩種:分布曲線法和點(diǎn)圖法,。
(一) 分布曲線法
1、 實(shí)際分布曲線(直方圖):
1)樣本和樣本容量:
樣本:采用調(diào)整法成批加工某種零件,,隨機(jī)抽取其中一定數(shù)量(50~100)進(jìn)行測量,,抽取的這批零件稱為樣本。
樣本容量:樣本的件數(shù)稱為樣本容量,。用n表示,。
2)尺寸分散與尺寸分散范圍:
由于隨機(jī)誤差和變值系統(tǒng)誤差的存在,這些零件加工尺寸的實(shí)際數(shù)值是各不相同的,,這種現(xiàn)象稱為尺寸分散,。
樣本尺寸的最大值Xmax與最小值Xmin之差,稱為尺寸分散范圍,。
3)分組及組距d: 將樣本尺寸按大小順序排列,,分成k組,則組距d為:d=(Xmax-Xmin)/k,, 分組數(shù)k的選定表如下:
| 樣本容量n | 50以下 | 50~100 | 100~250 | 250以上 |
| 分組數(shù)k | 6~7 | 6~10 | 7~12 | 10~20 |
4)頻數(shù)m:同一尺寸間隔的零件數(shù)量,,稱為頻數(shù),用m表示,。
5)頻率f:頻數(shù)m與樣本容量n之比,,稱為頻率。用f表示。 即:f=m/n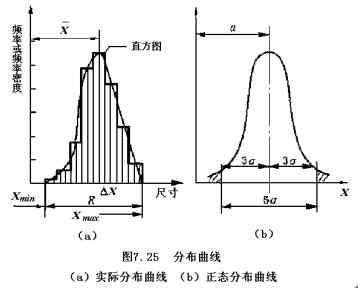
6)實(shí)際分布曲線(直方圖): 以工件尺寸(或誤差)為橫坐標(biāo),,以頻數(shù)或頻率作縱坐標(biāo),,即可作出該批零件加工尺寸的等寬直方圖。再連接直方圖中每一直方寬度的中點(diǎn)(組中值)得到一條折線,,即實(shí)際分布曲線,,見上圖(a)。
2,、 正態(tài)分布曲線: 實(shí)踐和理論分析表明,,當(dāng)用調(diào)整法加工一批總數(shù)極多的而且這些誤差因素中又都沒有任何優(yōu)勢的傾向時,其分布服從正態(tài)分布曲線(又稱高斯曲線),見上圖(b),。
(1)正態(tài)分布的曲線方程: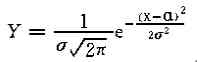
式中 Y——正態(tài)分布的概率密度,;
α——正態(tài)分布曲線的均值;
σ——正態(tài)分布曲線的標(biāo)準(zhǔn)偏差(均方根偏差)
理論上的正態(tài)分布曲線是向兩邊無限延伸的,,而在實(shí)際生產(chǎn)中產(chǎn)品的尺寸值卻是有限的,。因此用有限的樣本平均值X和樣本標(biāo)準(zhǔn)偏差S作為理論均值α和標(biāo)準(zhǔn)偏差σ的估計(jì)值。其計(jì)算公式如下: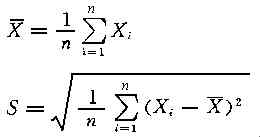
式中 X——工件的尺寸,;
X——樣本平均值,即工件的平均尺寸,;
Xi——第i個工件的尺寸;
S——樣本標(biāo)準(zhǔn)偏差,,其值表示工件尺寸的分散程度,;
n---樣本容量。
(2)正態(tài)分布曲線的特點(diǎn):
1)均值α:決定正態(tài)分布曲線的中心位置,,且在其左右對稱: 當(dāng)X=α?xí)r,,是曲線Y的最大值,即: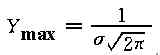
2)標(biāo)準(zhǔn)偏差σ是決定曲線形狀的參數(shù): σ值增大,,則Ymax減小,,曲線將趨于平坦,尺寸分散性越大,;相反,,σ值越小,則曲線瘦高,,尺寸分散性越小,。故σ值表明了一批工件加工精度的高低(σ值小,Ymax值大,,加工精度高),。σ的大小完全由隨機(jī)誤差所決定。
3)正態(tài)分布曲線與橫坐標(biāo)軸沒有交點(diǎn),,即Y≠0: 說明工件尺寸分散有一定范圍,。
4)分布曲線下所包含的全部面積代表一批加工零件,,即100%零件的實(shí)際尺寸都在這一分布范圍內(nèi)。對于正態(tài)分布曲線來說,,由α到X曲線下的面積由下式?jīng)Q定:

當(dāng)X-α=3σ時,,則:2A=0.9973=99.73%,即工件尺寸在±3σ以外的頻率只占0.27%,,可以忽略不計(jì),。因此,一般都取正態(tài)分布曲線的分散范圍為土3σ,。
正態(tài)分布曲線下的面積函數(shù)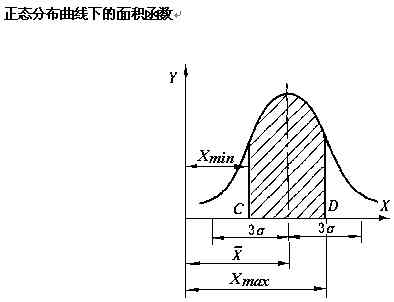
利用正態(tài)分布曲線計(jì)算產(chǎn)品合格率
3,、 分布曲線的應(yīng)用
1) 判別加工誤差的性質(zhì): 假如加工過程中沒有△變,那么其尺寸分布應(yīng)服從正態(tài)分布,,這是判別加工誤差性質(zhì)的基本方法,。
Ⅰ)實(shí)際分布曲線與正態(tài)分布曲線基本相符,說明加工過程中沒有△變,;
Ⅱ)根據(jù)平均值X是否與公差帶中心重合,,來判斷是否存在△常:平均值X與公差帶中心重合,說明不存在△常,;平均值X與公差帶中心不重合,,說明存在△常。
Ⅲ)△常僅影響平均值X,,即只影響分布曲線的位置,。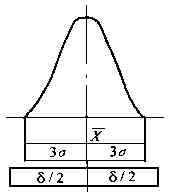
符合正態(tài)分布,;δ≥6σ,;且尺寸分布中心與公差帶中心重合。
說明:加工條件正常,、△系幾乎不存在,,△隨小,加工過程中無廢品出現(xiàn),,工序精度滿足要求,。
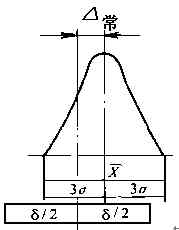
符合正態(tài)分布;δ≥6σ,;但尺寸分布中心與公差帶中心不重合,,存在△常。
說明:△變幾乎不存在,,△隨小,,有突出的△常存在。它主要是由于刀具安裝調(diào)整不準(zhǔn)而造成的,。在這種情況下,,即使出現(xiàn)了廢品也是可以通過調(diào)整加以避免的(調(diào)整刀具起始加工位置,,消除△常)。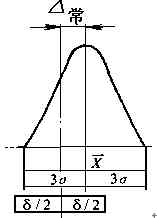
符合正態(tài)分布,,δ<6σ,,且尺寸分布中心與公差帶中心不重合。
說明:△變幾乎不存在,,存在突出的△常,,△隨較大。即使通過刀具調(diào)整消除了△常,,也不能完全避免廢品的產(chǎn)生,。工序精度不能滿足工件加工精度的要求。應(yīng)換用一種比現(xiàn)用工序更精確的加工方法來完成加工(即減小工序σ值),。例如將車削加工換成磨削加工,,將擴(kuò)孔加工換成鉸孔等。
Ⅳ) 實(shí)際分布曲線不符合正態(tài)分布時,,如出現(xiàn)的分布曲線呈平頂分布,、雙峰分布或偏態(tài)分布時,說明加工過程中有突出的△變存在,。
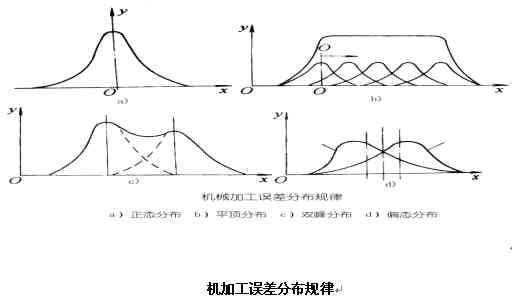
| 平頂分布 | 在影響機(jī)械加工中的諸多誤差因素中,,如果刀具線性磨損的影響顯著,則工件的尺寸誤差將呈現(xiàn)平頂分布,。平頂誤差分布曲線可以看成是隨時間而平移的眾多正態(tài)誤差分布曲線組合的結(jié)果,。 |
| 雙峰分布 | 同一工序的加工內(nèi)容中,由兩臺機(jī)床來同時完成,,由于這兩臺機(jī)床的調(diào)整尺寸不盡相同,,兩臺機(jī)床的精度狀態(tài)也有差異,若將這兩臺機(jī)床所加工的工件混在一起,,則工件的尺寸誤差就呈雙峰分布,。 |
| 偏態(tài)分布 | 在用試切法車削軸徑或孔徑時,由于操作者為了盡量避免產(chǎn)生不可修復(fù)的廢品,,主觀地(而不是隨機(jī)地)使軸頸加工得寧大勿小,,則它們得尺寸誤差就呈偏態(tài)分布。 |
機(jī)加工誤差分布規(guī)律
平頂分布 在影響機(jī)械加工中的諸多誤差因素中,,如果刀具線性磨損的影響顯著,,則工件的尺寸誤差將呈現(xiàn)平頂分布。平頂誤差分布曲線可以看成是隨時間而平移的眾多正態(tài)誤差分布曲線組合的結(jié)果,。
雙峰分布 同一工序的加工內(nèi)容中,,由兩臺機(jī)床來同時完成,由于這兩臺機(jī)床的調(diào)整尺寸不盡相同,,兩臺機(jī)床的精度狀態(tài)也有差異,,若將這兩臺機(jī)床所加工的工件混在一起,,則工件的尺寸誤差就呈雙峰分布。
偏態(tài)分布 在用試切法車削軸徑或孔徑時,,由于操作者為了盡量避免產(chǎn)生不可修復(fù)的廢品,,主觀地(而不是隨機(jī)地)使軸頸加工得寧大勿小,則它們得尺寸誤差就呈偏態(tài)分布,。
2) 確定工藝能力及其等級
Ⅰ)工藝能力:是指工序處于穩(wěn)定狀態(tài)時,,加工誤差正常波動的幅度。 例如:加工尺寸服從正態(tài)分布時,,其尺寸分散范圍應(yīng)是6σ,,所以工藝能力就是6σ。
Ⅱ)工藝能力等級:以工藝能力系數(shù)Cp來表示,,Cp代表了工藝能滿足加工精度的程度,。
其值按下式計(jì)算:Cp =δ/6σ
式中:δ---為工件尺寸公差。 根據(jù)工藝能力系數(shù)的大小,,將工藝能力分成5級,,其值見教材P209。
注:一般情況下,,工藝能力不應(yīng)低于二級,。
3) 估算合格率或不合格率:
Q廢=0.5-A
(二)工藝過程的點(diǎn)圖分析
應(yīng)用分布圖分析工藝過程精度的前提時工藝過程必須是穩(wěn)定的。由于點(diǎn)圖分析法能夠反映質(zhì)量指標(biāo)隨時間變化的情況,,因此,,它是進(jìn)行統(tǒng)計(jì)質(zhì)量控制的有效方法。這種方法既可以用于穩(wěn)定的工藝過程,,也可以用于不穩(wěn)定的工藝過程,。
對于一個不穩(wěn)定的工藝過程來說,要解決的問題是如何在工藝過程的進(jìn)行中,,不斷地進(jìn)行質(zhì)量指標(biāo)的主動控制,,工藝過程一旦出現(xiàn)被加工工件的質(zhì)量指標(biāo)有超出所規(guī)定的不合格品率的趨向時,,能夠及時 調(diào)整工藝系統(tǒng)或采取其它工藝措施,,使工藝過程得以繼續(xù)進(jìn)行。對于一個穩(wěn)定得工藝過程,,也應(yīng)該進(jìn)行質(zhì)量指標(biāo)得主動控制,,使穩(wěn)定得工藝過程一旦出現(xiàn)不穩(wěn)定趨勢時,能夠及時發(fā)現(xiàn)并采取相應(yīng)得措施,,使工藝過程繼續(xù)穩(wěn)定地進(jìn)行下去,。
點(diǎn)圖分析法所采用的樣本使順序小樣本,即每隔一定時間抽取樣本容量n=5~10的一個小樣本,,計(jì)算出各小樣本的算術(shù)平均值和極差R,。 點(diǎn)圖使控制工藝過程質(zhì)量指標(biāo)分布中心的變化的,,R點(diǎn)圖是控制工藝過程質(zhì)量指標(biāo)分散范圍的變化的,因此,,這兩個點(diǎn)圖必須聯(lián)合使用,,才能控制整個工藝過程
第四節(jié) 提高加工精度的途徑
減小加工誤差的方法主要有兩種:誤差預(yù)防和誤差補(bǔ)償。( 減小原始誤差,、轉(zhuǎn)移原始誤差,、均分原始誤差、均化原始誤差以及誤差補(bǔ)償,。)
一,、 誤差預(yù)防技術(shù):
1、 直接減小原始誤差法: 主要是在查明影響加工精度的主要原始誤差因素之后,,設(shè)法對其直接進(jìn)行消除或減小的方法,。
例如:加工細(xì)長軸時,主要原始誤差因素是工件剛性差,,因而,,采用反向進(jìn)給切削法,并加跟刀架,,使工件受拉伸,,從而達(dá)到減小變形的目的。 (見P211圖7.32)
2,、 轉(zhuǎn)移原始誤差法: 是把影響加工精度的原始誤差轉(zhuǎn)移到不影響或少影響加工精度的方向上,。 例如:車床的誤差敏感方向是工件的直徑方向,所以,,轉(zhuǎn)塔車床在生產(chǎn)中都采用"立刀"安裝法,,把刀刃的切削基面放在垂直平面內(nèi),這樣可把刀架的轉(zhuǎn)位誤差轉(zhuǎn)移到誤差不敏感的切線方向,。
3,、 均分原始誤差法: 采用分組調(diào)整,把誤差均分:即把工件安誤差大小分組,,若分成n組,,則每組零件的誤差就縮小1/ n。
4,、 “就地加工”法: 例如:車床尾架頂尖孔的軸線要求與主軸軸線重合,,采用就地加工,把尾架裝配到機(jī)床上后進(jìn)行最終精加工,。又如六角車床轉(zhuǎn)塔上六個安裝刀架的大孔及端面的加工(見P212),。
二、 誤差補(bǔ)償技術(shù):
1,、 在線檢測: 加工中隨時測量工件的實(shí)際尺寸,,隨時給刀具補(bǔ)償?shù)姆椒ā?br/>2,、 偶件自動配磨: 此法是將互配的一個零件作為基準(zhǔn),去控制另一個零件加工精度的方法,。