






槽銑工序刀具選擇是根據(jù)槽的類型,、尺寸而定,,在銑槽加工中,一般首選三面刃銑刀,。在加工封閉槽,、非直線槽的時(shí)候,立銑刀的優(yōu)勢(shì)就凸顯出來(lái),。槽銑刀的選擇一般注意以下幾點(diǎn):
(1)需根據(jù)槽長(zhǎng)短,、封閉或開放、直或不直,、深或淺,、寬或窄選擇刀具類型。
(2)通常由槽的寬度和深度以及長(zhǎng)度決定選擇刀具,。
(3)根據(jù)可用的機(jī)床類型和操作頻率確定應(yīng)該使用立銑刀,、長(zhǎng)切削刃刀具還是三面刃銑刀。
(4)三面刃銑刀為銑削量大的長(zhǎng)深槽提供最有效的加工方法,,特別是當(dāng)使用臥式銑床時(shí),。
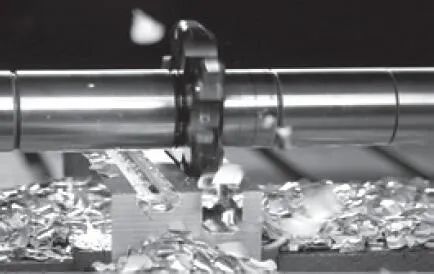
槽銑工序
(一)立銑刀選擇方法
選擇立銑刀時(shí),主要應(yīng)考慮工件材料和加工部位,。在加工切屑呈長(zhǎng)條狀,、韌性強(qiáng)的材料時(shí),,使用直齒或是左旋的立銑刀。為減小切削阻力,,可沿著齒的長(zhǎng)度方向進(jìn)行加工,。在切削鋁、鑄件時(shí),,選擇齒數(shù)少且旋角大的銑刀,,可以減少切削熱。在進(jìn)行溝槽加工時(shí),,要根據(jù)切屑的排出量選擇適當(dāng)?shù)凝X槽,,否則發(fā)生切屑堵塞,常常會(huì)損壞刀具,。
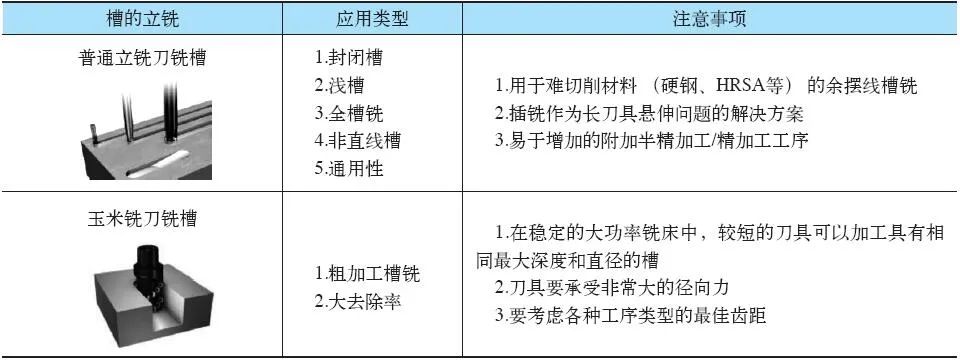
選擇立銑刀時(shí),,應(yīng)注意以下3個(gè)方面:首先,根據(jù)不發(fā)生切屑堵塞的條件來(lái)選定刀具,;然后,,為防止崩刃而進(jìn)行切削刃的珩磨;最后,,就是選定適當(dāng)?shù)凝X槽,。立銑刀在槽銑中的應(yīng)用如表所示。
立銑刀在槽銑中的應(yīng)用
(二)三面刃銑刀的選用依據(jù)
1.同時(shí)參與切削的切削刃數(shù) 在選用三面刃銑刀時(shí),,要從加工材料,、刀具半徑和進(jìn)給量方面進(jìn)行選擇。對(duì)于直徑較小的切削刀具,,切削刃承受切削力的變化容易引起刀具本體彎曲,,所以一定要注意負(fù)載變化的穩(wěn)定性。
2.有無(wú)鍵槽 在一般加工中不用鍵槽,,然而在進(jìn)給量和背吃刀量較大或高速切削的情況下,,只靠刀具刀體和刀柄之間的摩擦力來(lái)傳遞驅(qū)動(dòng)力是不夠的,此時(shí)往往應(yīng)設(shè)置鍵槽,。當(dāng)外徑大于100mm時(shí)設(shè)置鍵槽為好,。
3.側(cè)面的平面度 如果使用外徑相當(dāng)大(相對(duì)于內(nèi)徑和切削刃幅度)的三面刃銑刀來(lái)加工溝槽,想要提高溝槽側(cè)面的表面精度是很困難的,。特別是由于切屑會(huì)大量地混在溝槽內(nèi),,即使提高切削速度、減小進(jìn)給量,,也得不到預(yù)想的效果,。對(duì)這個(gè)問(wèn)題的解決方法是,把三面刃銑刀裝在心軸上時(shí)調(diào)整側(cè)面平面度誤差在0.005~0.01mm之間,,再將切削刃的尖角倒角成R形面,。還有就是采用大的刀齒槽。三面刃銑刀應(yīng)用如表所示,。
三面刃銑刀在槽銑中的應(yīng)用

(三)鋸片銑刀的應(yīng)用
在應(yīng)用鋸片銑刀銑槽的時(shí)候,,由于鋸片銑刀的直徑要比其厚度大得多,所以很容易受發(fā)熱的影響,,常常會(huì)因此而發(fā)生故障,。發(fā)熱的原因有很多種,其中特別要提到的是切削熱和切削加工中由于側(cè)面變形而發(fā)生的加工面與刀具接觸所引起的發(fā)熱,。
為減少加工過(guò)程中的故障,,有必要使用切削液和能吸收切屑的裝置,以便收集切屑,。此外,,還應(yīng)將鋸片銑刀的兩個(gè)側(cè)面研磨成向內(nèi)凹進(jìn)的形狀。如果切削刃不堅(jiān)硬的話發(fā)熱就更厲害,,以至于使金屬鋸變彎甚至斷裂,。因此,要時(shí)時(shí)注意切削刃是否堅(jiān)硬,。關(guān)于金屬鋸的正確使用方法,,使用切削液和采用朝下的加工姿勢(shì)是主要原則。切削速度選擇的自由度比較大,,但是進(jìn)給量受切削刃剛性的限制,,注意到這一點(diǎn),然后再選擇各個(gè)加工條件,。