






現(xiàn)代模具的成形制造中,,隨著機械電子、汽車,、家電等行業(yè)新產(chǎn)品美觀度及功能要求的提高,,越來越復雜的零件使模具的型面日趨復雜,自由曲面所占比例不斷增加,,這對模具加工技術(shù)提出了更高要求,。由于模具結(jié)構(gòu)復雜,、精度要求高,不同部位的型面特征及材料有較大的差別,,所使用的模具銑刀也不同,,下圖為模具加工中常用的幾種銑刀。
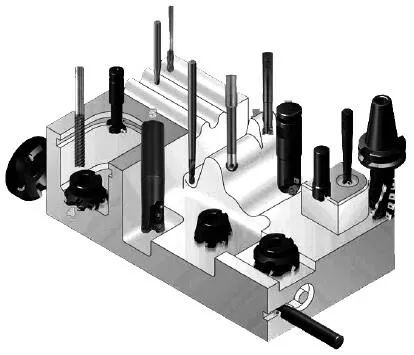
模具加工幾種常用銑刀
不同加工方式的模具銑刀選用
1.選擇模具數(shù)控銑削用刀具 在模具數(shù)控加工中,,銑削零件內(nèi)外輪廓及銑削平面常用平底立銑刀,,對于一些立體型面和變斜角輪廓外形的加工,,常用球形銑刀,、環(huán)形銑刀、鼓形銑刀,、錐形銑刀和盤銑刀,。
模具銑刀用于加工模具型腔成形表面,型腔部分的加工主要是依靠各種立銑刀,。模具銑刀是由立銑刀演變而成的,,按工作部分外形可分為圓錐形平頭、圓柱形球頭,、圓錐形球頭三種,。按材料分為硬質(zhì)合金模具銑刀、高速鋼模具銑刀等,。硬質(zhì)合金模具銑刀用途非常廣泛,,除可銑削各種模具型腔外,還可代替手用銼刀和砂輪磨頭進行清理鑄,、鍛,、焊工件的飛邊,以及對某些成形表面進行光整加工等,。下表所示為不同加工方式的模具銑刀選用,。
不同加工方式的模具銑刀選用
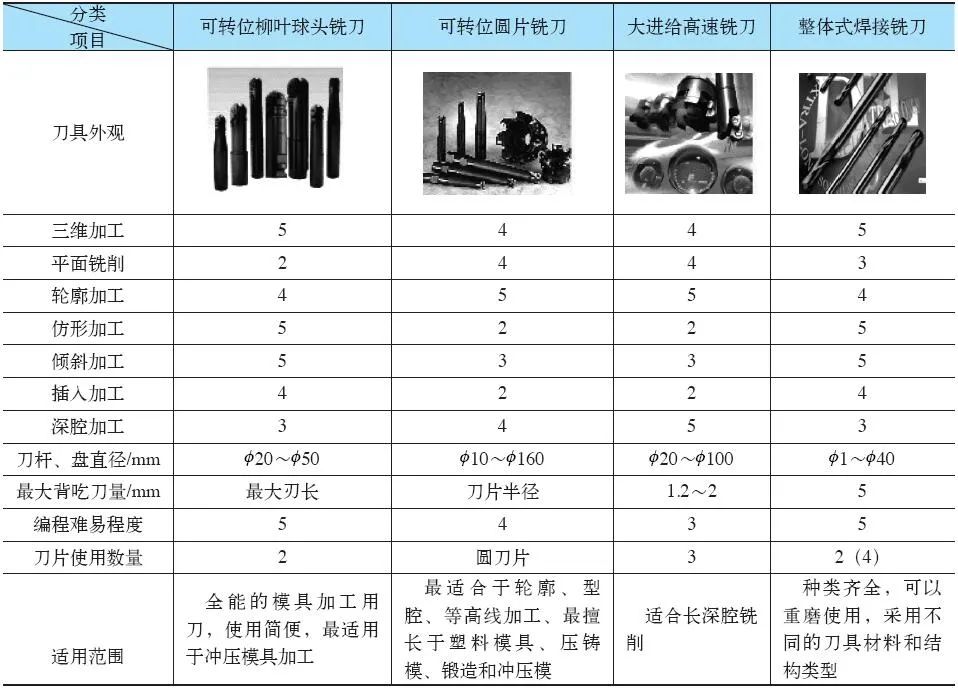
注:5→1表示優(yōu)→劣。
2.模具銑刀選擇 合理的刀具壽命一般分最高生產(chǎn)率刀具壽命和最低成本刀具壽命兩種,,前者根據(jù)單件工時最少的目標確定,,后者根據(jù)工序成本最低的目標確定。
與普通機床加工方法相比,,數(shù)控加工對刀具提出了更高的要求,,不僅需要剛性好、精度高,,而且要求尺寸穩(wěn)定,,刀具壽命高,同時要求安裝調(diào)整方便,,以滿足數(shù)控機床高效率的要求,。數(shù)控機床上所選用的刀具常采用適應高速切削的刀具材料,,并使用可轉(zhuǎn)位刀片。對于裝刀,、換刀和調(diào)刀比較復雜的多刀機床,、組合機床,刀具壽命制訂標準應選得高些,,還應保證刀具可靠性,。當車間內(nèi)某一工序的生產(chǎn)率限制了整個車間的生產(chǎn)率的提高時,或某工序單位時間內(nèi)所分擔到的全廠開支較大時,,刀具壽命也應選得低些,。
制訂刀具壽命時可考慮刀具制造、磨刀成本和復雜程度等因素,。對于換刀時間短的機夾可轉(zhuǎn)位刀具,,為了提高生產(chǎn)效率,充分發(fā)揮其切削性能,,刀具壽命可選得低些,。復雜和精度高的刀具的壽命應選得比單刃刀具高些。大件精加工時,,為保證至少完成一次走刀,,避免切削時中途換刀,刀具壽命應按零件精度和表面粗糙度來確定,。