對零件上大直徑孔的加工,,一般是采用高速鋼麻花鉆先鉆孔,,然后再擴鉆(或鏜孔),,逐步達到所需尺寸,。這種工藝效率低,,刀具壽命短,,費用高。復合鉆頭(也稱為模塊化鉆頭)就是在這種情況下產(chǎn)生的,,它是在硬質(zhì)合金可轉(zhuǎn)位刀片鉆頭的結構基礎上,,增加高速鋼中心鉆頭而成,專門用于大孔徑的加工,,不需要逐級擴孔,,一次就可達到所需尺寸。

復合鉆頭
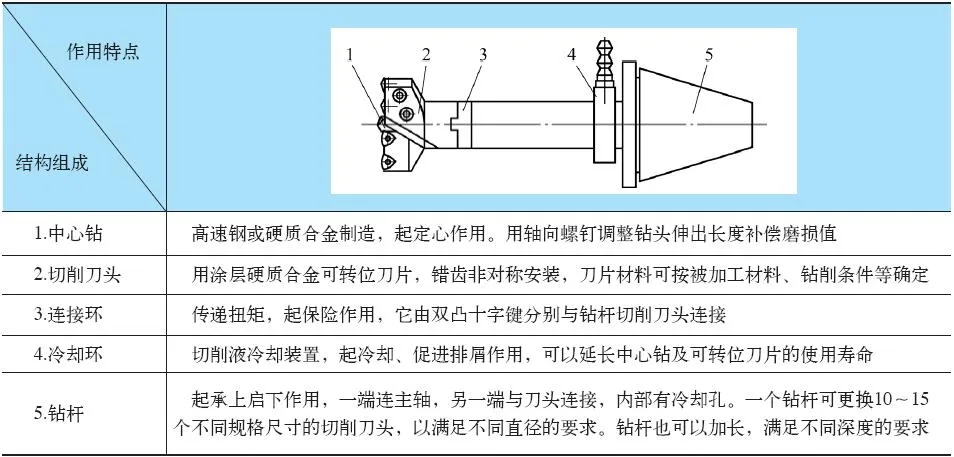
1.復合鉆的結構組成及特點
復合鉆頭的結構組成及特點
2. 適用范圍及合理選用 復合鉆頭一般適用于大型數(shù)控鏜銑床,、鏜床和搖臂鉆上對碳鋼,、合金鋼、有色金屬及鑄鐵進行大孔徑加工,,要求機床的功率充足,、較高的剛性和精度。一般鉆孔直徑范圍為φ58~φ170mm,,在機床功率允許的情況下,,可加工至Φ300mm以上的孔。一般鉆孔深度與鉆孔直徑之比小于5,,個別情況下可以達到8,,最適宜鉆孔深度與直徑的比值如圖所示,。加工時對工件表面形狀的要求如圖示。
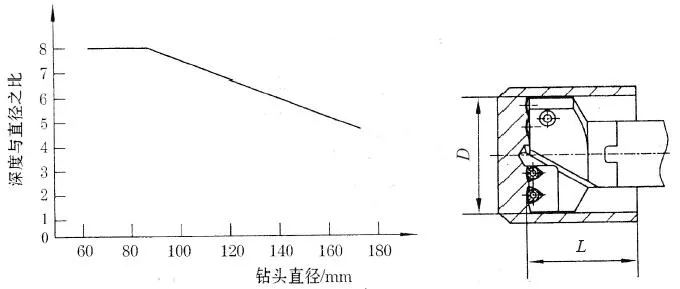
最佳鉆孔深度與直徑的比值
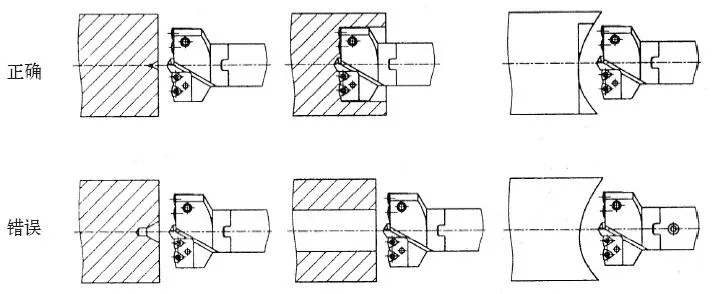
復合鉆頭對工件表面形狀的要求
應用復合鉆頭時,,必須注意只能在平面上鉆孔,,不允許在圓弧面、曲面及其他不規(guī)則形狀表面上鉆孔,。如平面上有中心孔時,,其直徑應小于復合鉆頭上中心鉆直徑。復合鉆不能進行擴孔,。復合鉆頭在使用前必須合理調(diào)整中心鉆頂尖和切削頭各刃尖的距離,,否則中心鉆起不到定心和導向的作用。
在搖臂鉆床上應用復合鉆頭時,,必須注意:
(1)正確,、合理地選用切削用量。因搖臂鉆的剛性差,,搖臂易抬起,,故切削用量應適當降低,其中切削速度的影響最大,。
(2)合理選擇可轉(zhuǎn)位刀片切屑槽形,,以保證理想的斷屑和切削輕快,一般多選用凸三邊形點式槽形,,并需與切削用量作相應的匹配,,以保證順利排屑。
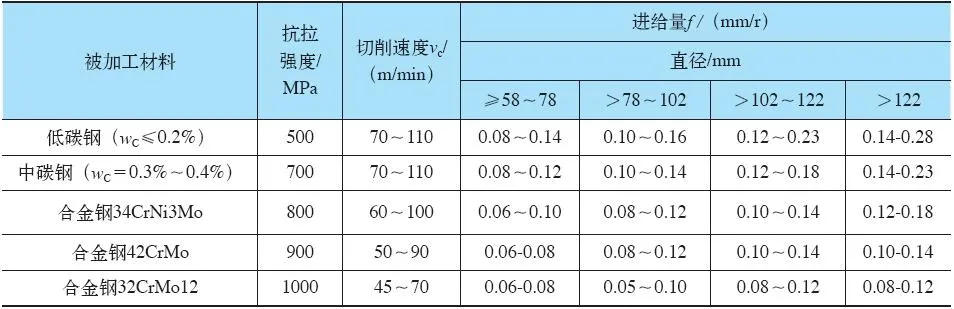
3.切削用量 復合鉆頭的切削用量推薦值
復合鉆頭切削用量推薦值