






鏜削刀具的選擇步驟
粗鏜刀的選用
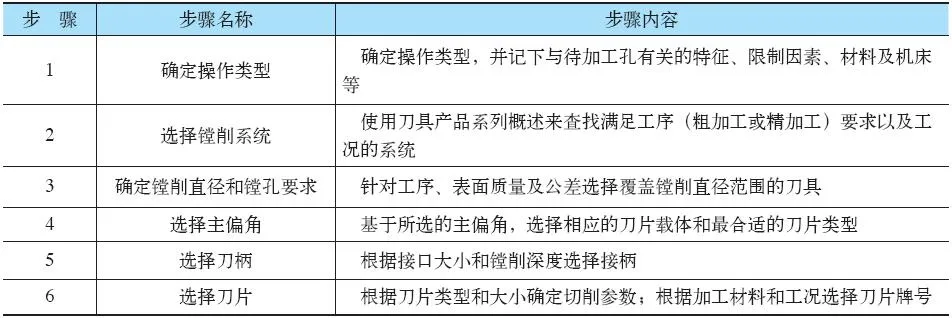
粗鏜刀以高的金屬去除率為目的,主要功能是提高工作效率,,因此粗鏜刀要有高的強度,。對于精度要求不高的孔,粗鏜可以作為最終的工序,。對于精度要求高的孔,,粗鏜可以切去毛坯孔的大部分余量,,提高孔的尺寸精度,、降低表面粗糙度值,為半精鏜和精鏜做好準(zhǔn)備,。如圖所示為粗鏜加工中常用的刀具,。
粗鏜加工刀具
1.多刃鏜刀 為提高鏜孔效率,在低到中等功率機床,、非穩(wěn)定工序或大直徑加工中,,建議選用雙刃鏜刀,其兩切削刃事先可調(diào)整到被加工孔的尺寸,。雙刃鏜刀加工精度可控制到IT9級,。在中型和大型功率機床,,建議使用三刃鏜刀,其加工效率更高,,鏜削加工精度可達(dá)到IT9級,。如圖所示分別為雙刃和三刃鏜刀。

雙刃鏜刀

三刃鏜刀
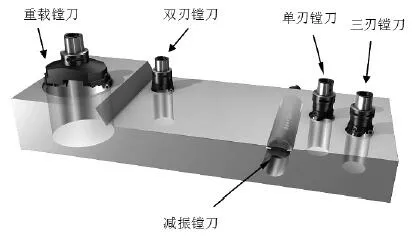
2.重載鏜刀 對于大型,、重載鏜削作業(yè),,可選用如圖5-48所示的大型、重載鏜刀,。此外還可選用帶刀夾和可調(diào)整加長滑板的鏜刀頭,,可裝粗鏜頭。
重載鏜削刀具
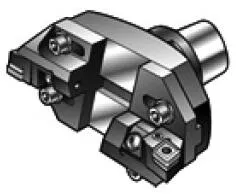
3.階梯鏜刀 對余量較大的孔或需要加強切屑控制及偏心孔的加工時,,可選用如圖所示的階梯式鏜刀,。在刀座滑塊與刀體之間加上不同厚度的刀墊,使得3個刀片分別加工不同直徑,、不同深度的三層臺階面,。
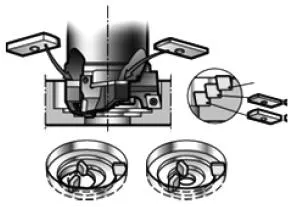
階梯鏜刀
4.可轉(zhuǎn)位式深孔鏜刀 當(dāng)要加工直徑在φ30mm以上的深孔時,建議使用可轉(zhuǎn)位深孔鏜刀,。其切削部分的幾何角度選取如下,。
(1)前角γo、后角αo和副后角αo′的選取如表所示,。
前角、后角和副后角的選擇

(2)主偏角κr,、副偏角κr′和刃傾角λs,。主偏角κr一般取45°~65°為宜,背吃刀量大時,,κr取大值,,反之取小值。副偏角κr′一般取3°~5°,,深孔鏜刀可以不磨修光刃和刃帶,,刃傾角λs一般取0°。
精鏜刀的選用
1.單刃鏜刀 當(dāng)機床功率低而需要降低切削力,、存在振動問題時,,單刃鏜刀是合適的選擇。其能實現(xiàn)小公差,、精確的圓度或理想的表面質(zhì)量,。
2.微調(diào)鏜刀 在精鏜加工中,為了使孔獲得高的尺寸精度,,要求鏜刀能較方便而精確地調(diào)整尺寸,。微調(diào)鏜刀可以在機床上精確地調(diào)節(jié)鏜孔尺寸,。
3.浮動鏜刀 單件、小批生產(chǎn),,加工直徑較大的孔,,選擇浮動鏜刀是比較合適的。
4.減振鏜刀 當(dāng)?shù)毒邞疑鞛?倍刀具直徑及以上時,,振動通常是機床實現(xiàn)高生產(chǎn)效率的限制因素,;從而只能降低切削速度、進(jìn)給量和背吃刀量,。這時建議使用減振鏜刀,,該刀具具有減振系統(tǒng),可將振動減至最低,,從而可以增加切削參數(shù),,同時實現(xiàn)更加可靠的無振動加工過程、小公差,、理想的表面質(zhì)量和顯著提高的金屬去除率,。

精加工用減振鏜刀