






1.單刃鉸刀 適合數(shù)控機(jī)床,、加工中心和具有一定剛性,、精度的車,、鏜、鉆等機(jī)床上對(duì)各種材料的精加工。
2.可調(diào)式鉸刀 由于鉸刀屬于精加工刀具,,對(duì)鉸刀的孔尺寸精度要求非常高,,鉸刀的微小損耗都會(huì)影響工件的尺寸公差,特別是在汽車發(fā)動(dòng)機(jī)等鉸刀大量使用的領(lǐng)域中,,當(dāng)鉸刀刃口產(chǎn)生微小耗損時(shí),,就不能再使用,所以鉸刀的消耗是非常大,,為了解決這一矛盾,,這時(shí)可以使用可調(diào)式鉸刀。
3.鉸刀幾何角度的選取
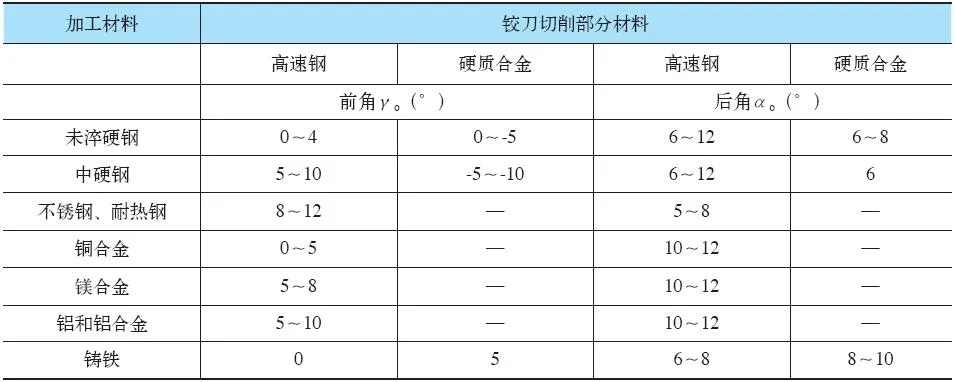
(1)前角,、后角的推薦范圍如表所示。
鉸刀前后角度的選擇
(2)切削錐角的選擇,。切削錐角2φ主要影響進(jìn)給抗力的大小,、刀具壽命、孔的加工精度和表面粗糙度,。當(dāng)切削錐角小時(shí),,進(jìn)給力小,鉸刀切入時(shí)的導(dǎo)向性好,。但由于切削厚度過小產(chǎn)生了較大的變形,,同時(shí)由于切削寬度增大使卷屑、排屑產(chǎn)生困難,,并且使切入切出時(shí)間變長(zhǎng),。因此為了減輕勞動(dòng)強(qiáng)度,減小進(jìn)給力,,故可選用較大的φ值,,以減小切削長(zhǎng)度和機(jī)動(dòng)時(shí)間。加工鋼料時(shí)φ取30°,,加工鑄鐵等脆性材料時(shí)φ取6°~10°,,加工盲孔時(shí)φ取90°。
(3)刃傾角的選擇,。如圖所示為高速鋼直槽鉸刀切削部分的切削刃,,其λs一般取15°~20°。為便于制造硬質(zhì)合金鉸刀,,一般取λs=0°,,鉸削盲孔時(shí)仍使用帶刃傾角的鉸刀,但在鉸刀端部開一沉頭孔以容納切屑,。
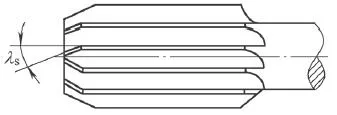
鉸刀的刃傾角
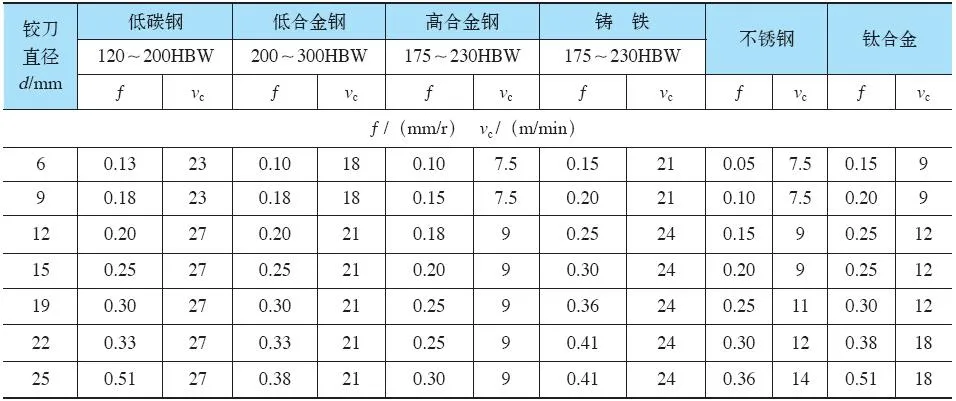
4.切削用量推薦值 高速鋼和硬質(zhì)合金鉸刀切削用量分別參見下表,。
高速鋼鉸刀切削用量
硬質(zhì)合金鉸刀切削用量
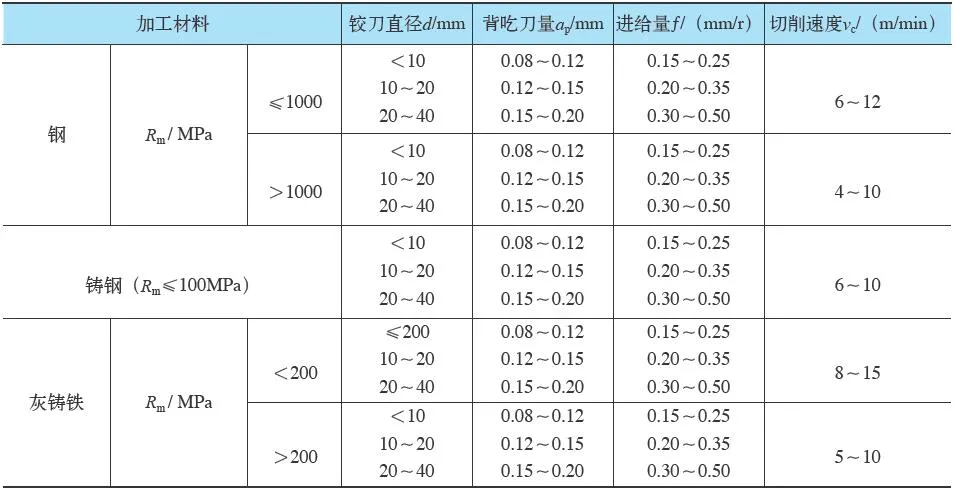
注:鉸削(Ra=3.2~1.6μm)鋼和灰鑄鐵時(shí),切削速度也可選用60~80m/min。背吃刀量選用0.15~0.35mm,,進(jìn)給量選用0.4~0.6mm/r,。