






KM工具系統(tǒng)是美國(guó)肯納金屬公司及德國(guó)威迪亞公司聯(lián)合研制的,,如圖所示,最早用于車削,,后來應(yīng)用于旋轉(zhuǎn)刀具,。它的基本形狀與HSK很類似,也是采用了1∶10的空心短錐配合和雙面定位方式,。
KM工具系統(tǒng)簡(jiǎn)介 KM工具系統(tǒng)具有高剛度,、高精度、快速裝夾和維護(hù)簡(jiǎn)單等優(yōu)點(diǎn),。KM刀柄的動(dòng)剛度比HSK系統(tǒng)更高,。KM刀柄和HSK刀柄主要的差別在于夾緊機(jī)構(gòu)的不同, KM刀柄是使用鋼球斜面鎖緊,,夾緊時(shí)鋼球沿拉桿凹槽的斜面被推出,,卡在刀柄上的鎖緊孔斜面上,將刀柄向主軸孔拉緊,,刀柄產(chǎn)生彈性變形使刀柄端面與主軸端面貼緊,。相對(duì)于HSK工具系統(tǒng),KM刀柄/主軸具有更大的徑向過盈量,,是HSK的2~5倍,,但是由于其驅(qū)動(dòng)鍵槽較大,減小了其錐柄剛度,,刀柄更易于徑向彈性變形,。由于專利保護(hù),KM工具系統(tǒng)僅在美國(guó)和日本的某些型號(hào)的機(jī)床上得到推廣應(yīng)用,,國(guó)內(nèi)使用的還不多,。

KM工具系統(tǒng)
KM工具系統(tǒng)的工作原理 KM快換工具系統(tǒng)分為手動(dòng)、半自動(dòng)及全自動(dòng)工具系統(tǒng),。它主要由夾緊單元和切削單元組成,。夾緊單元安裝在機(jī)床上,其作用是作為可互換切削單元的插座,,夾緊單元的夾緊方式可分為手動(dòng),、半自動(dòng)和全自動(dòng)夾緊,;切削單元可實(shí)現(xiàn)快速互換,換刀時(shí),,操作者只需簡(jiǎn)單地松開夾緊系統(tǒng),,更換新的切削單元,鎖緊后即可進(jìn)行加工,。切削單元是一種可用于銑削,、車削及其他旋轉(zhuǎn)加工的緊湊的中心線性系統(tǒng),該系統(tǒng)具有內(nèi)冷結(jié)構(gòu),、緊指狀槽及錐面接觸刀柄,,可在固定或旋轉(zhuǎn)的設(shè)備上手動(dòng)或半自動(dòng)啟動(dòng)。
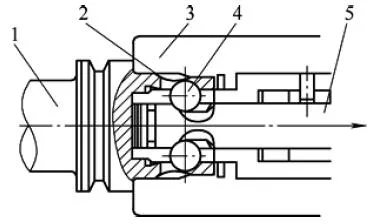
KM刀柄結(jié)構(gòu)
1—KM刀柄 2—刀柄上鎖緊孔 3—主軸 4—索氏體硬化鋼球 5—拉桿
KM刀柄在拉桿上有兩個(gè)對(duì)稱的圓弧凹槽,,該槽底為兩段弧形斜面,,夾緊刀柄時(shí),拉桿向右移動(dòng)時(shí),,鋼球沿凹槽的斜面被推出,,卡在刀柄上的鎖緊孔斜面上后推動(dòng)刀柄向右運(yùn)動(dòng),使刀柄和主軸內(nèi)孔錐面兩者的錐面大端發(fā)生接觸,,這時(shí)主軸-刀柄副并未形成剛性連接,。拉桿繼續(xù)向后移動(dòng),將刀柄向主軸孔內(nèi)拉緊,,薄壁錐柄產(chǎn)生彈性變形,,使刀柄端面與主軸端面貼緊。從而主軸與刀柄在兩者的端面,、大端,、小端三處形成可靠的剛性接觸。拉桿向左移動(dòng),,鋼球退到拉桿的凹槽內(nèi),,脫離刀柄的鎖緊孔,即可松開刀柄,。
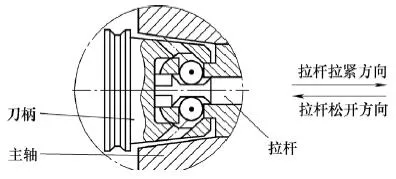
KM工具系統(tǒng)工作原理