






(1)前角的作用 前角有正前角與負(fù)前角之分,,其大小影響切削變形和切削力的大小,、刀具耐用度及加工表面質(zhì)量高低,。取正前角的目的是為了減少切屑被切下時(shí)的彈塑性變形和切屑流出時(shí)與前面的摩擦阻力,,從而減少切削力和切削熱,,使切削輕快,,提高刀具壽命,并提高已加工表面質(zhì)量,,所以應(yīng)盡可能采用正前角,。但前角過(guò)大時(shí),會(huì)削弱刃部的強(qiáng)度并降低散熱能力,,反而會(huì)使刀具壽命降低,。是刀具前角對(duì)刀具壽命的影響曲線。由下圖可看出,,在一定的切削條件下,,用某種材料的刀具加工某種材料的工件時(shí),總有一個(gè)使刀具獲得最高壽命的前角值,,這個(gè)前角就叫合理前角,。合理前角可以是正前角,也可以是負(fù)前角,。
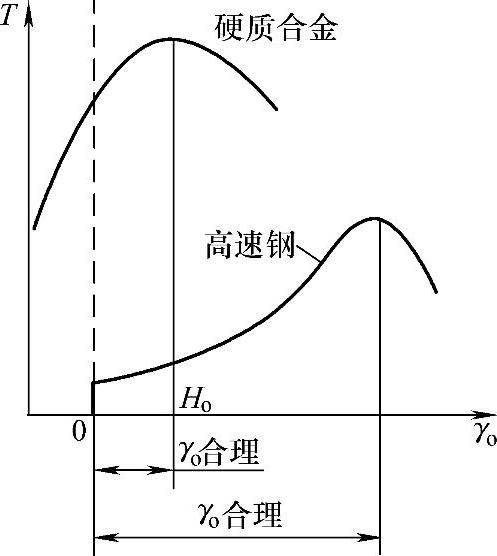
刀具的合理前角
取負(fù)前角的目的是提高切削刃強(qiáng)度和抗沖擊能力,,負(fù)前角刀具的前面受壓力,刃部相對(duì)比較結(jié)實(shí),特別是在切削硬或脆性材料時(shí),,刃口強(qiáng)度好,,但切削時(shí)刀具鋒利程度降低,切削變形和摩擦阻力增大,,切削力和切削功率也增加,。所以,負(fù)前角刀具通常在脆性刀具材料加工高強(qiáng)度高硬度工件材料而切削刃強(qiáng)度不夠,、易產(chǎn)生崩刃時(shí)才采用,。
正前角與負(fù)前角概念如圖a所示,前面與基面平行時(shí)前角為零,;前面與切削平面間夾角小于90°時(shí)前角為正,;前面與切削平面間夾角大于90°時(shí)前角為負(fù)。同樣后面與基面間夾角小于90°時(shí)后角為正,,大于90°時(shí)后角為負(fù),。圖b所示刃傾角的正負(fù)判別,切削刃與基面平行時(shí),,刃傾角為零,,刀尖相對(duì)底平面處于最高點(diǎn)時(shí),刃傾角為正,,處于最低點(diǎn)時(shí),,刃傾角為負(fù)。
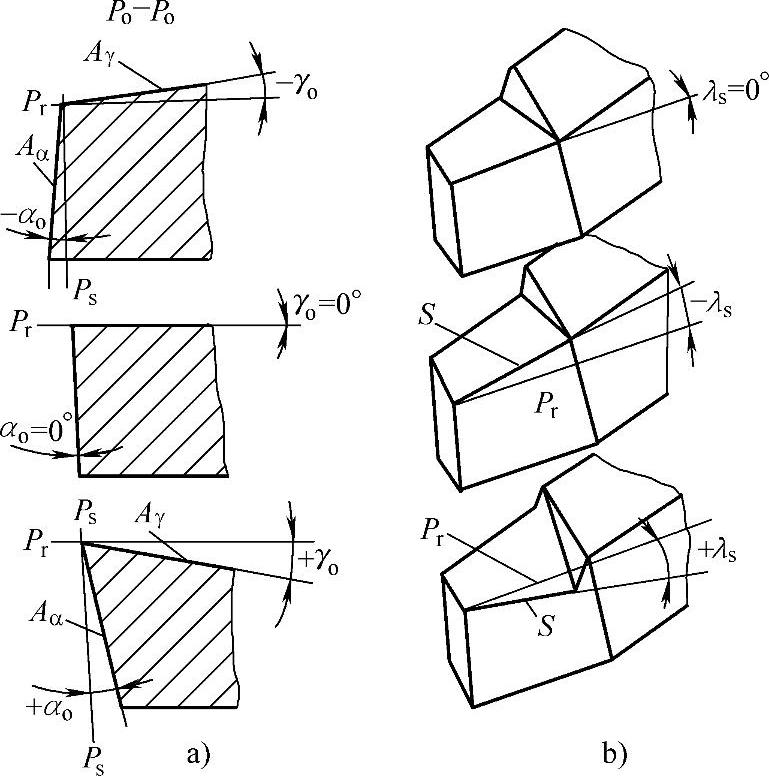
刀具角度正負(fù)
a)正前角和負(fù)前角概念 b)刃傾角的正角判別
合理選擇前角參數(shù)應(yīng)考慮的影響因素有:
1)刀具材料:對(duì)于刀具材料(包括涂層處理)來(lái)講,,刀具材料抗彎強(qiáng)度和韌性較高時(shí),,前角就可以越大。如高速鋼刀具的前角比硬質(zhì)合金刀具大5°~10°,。陶瓷刀具的強(qiáng)度和韌性較差,,前角的選擇要充分注意增加切削刃強(qiáng)度,常取負(fù)值(多在-15°~-4°),,以改善刀具受力時(shí)的應(yīng)力狀態(tài),。立方氮化硼由于脆性大,一般都采用負(fù)前角高速切削,。
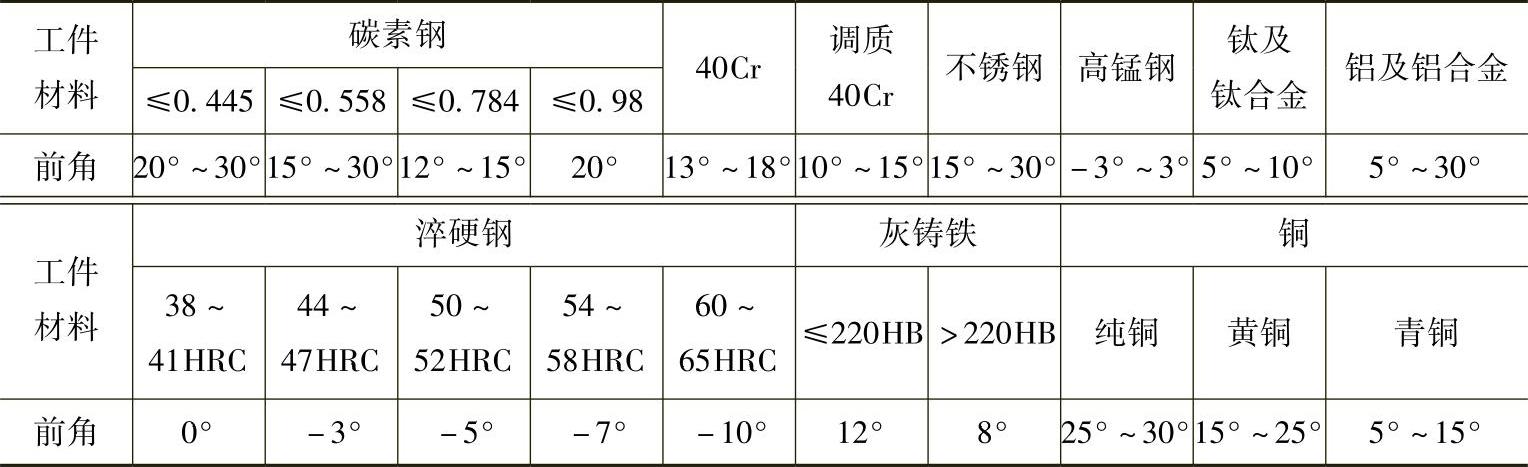
2)加工對(duì)象:工件材料的強(qiáng)度、硬度較低,,塑性好時(shí),,應(yīng)選較大前角;加工工件的強(qiáng)度,、硬度高時(shí),,應(yīng)取較小前角,甚至取零或負(fù)前角。
硬質(zhì)合金刀具前角值的選用
3)具體加工條件:在粗加工,、斷續(xù)加工,、有硬質(zhì)點(diǎn)的鑄件或鍛件粗或半精加工時(shí),刀具將承受較大的切削力和切削溫度,,加工余量也不均勻,,宜取較小前角;精加工時(shí),,切削余量小,,提高已加工表面質(zhì)量是主要因素,故可加大前角,,使刀刃銳利,。
4)當(dāng)機(jī)床-工件-刀具工藝系統(tǒng)剛度較差或機(jī)床功率不足時(shí),應(yīng)取較大前角,,以減少切削力和切削功率,,防止振動(dòng)。
5)前角的合理數(shù)值還與前面形狀及刃區(qū)參數(shù)有關(guān),。例如,,帶負(fù)倒棱的刀具允許較大的前角;大前角刀具常與負(fù)刃傾角相匹配來(lái)保證切削刃強(qiáng)度和抗沖擊能力,。
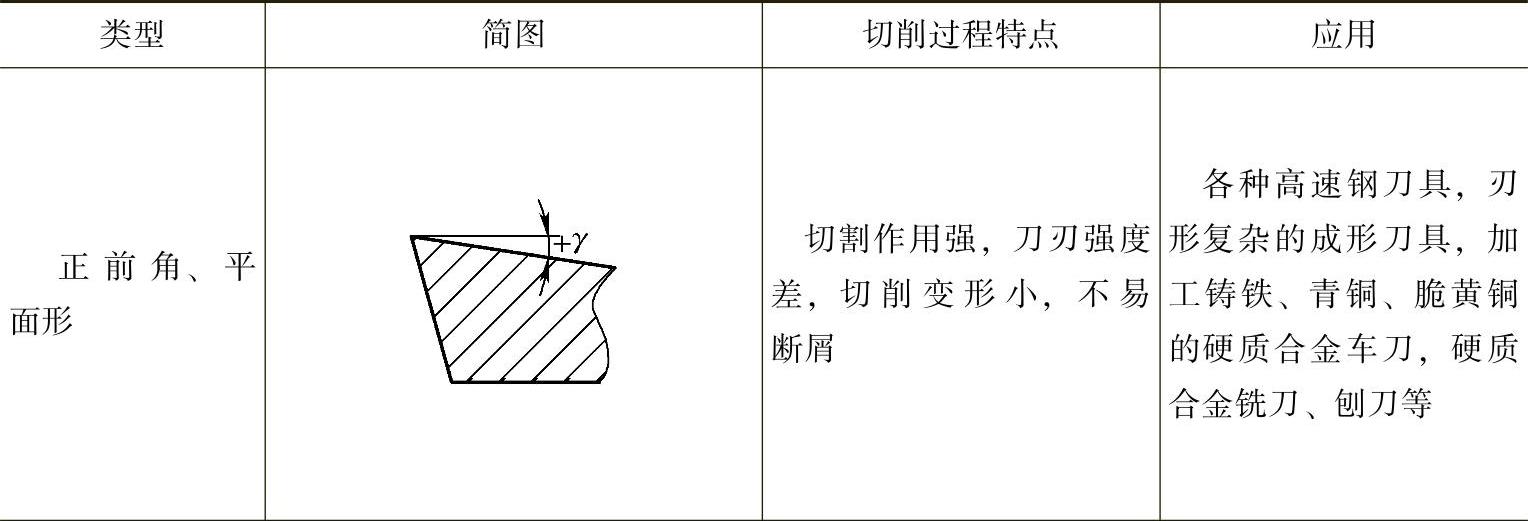
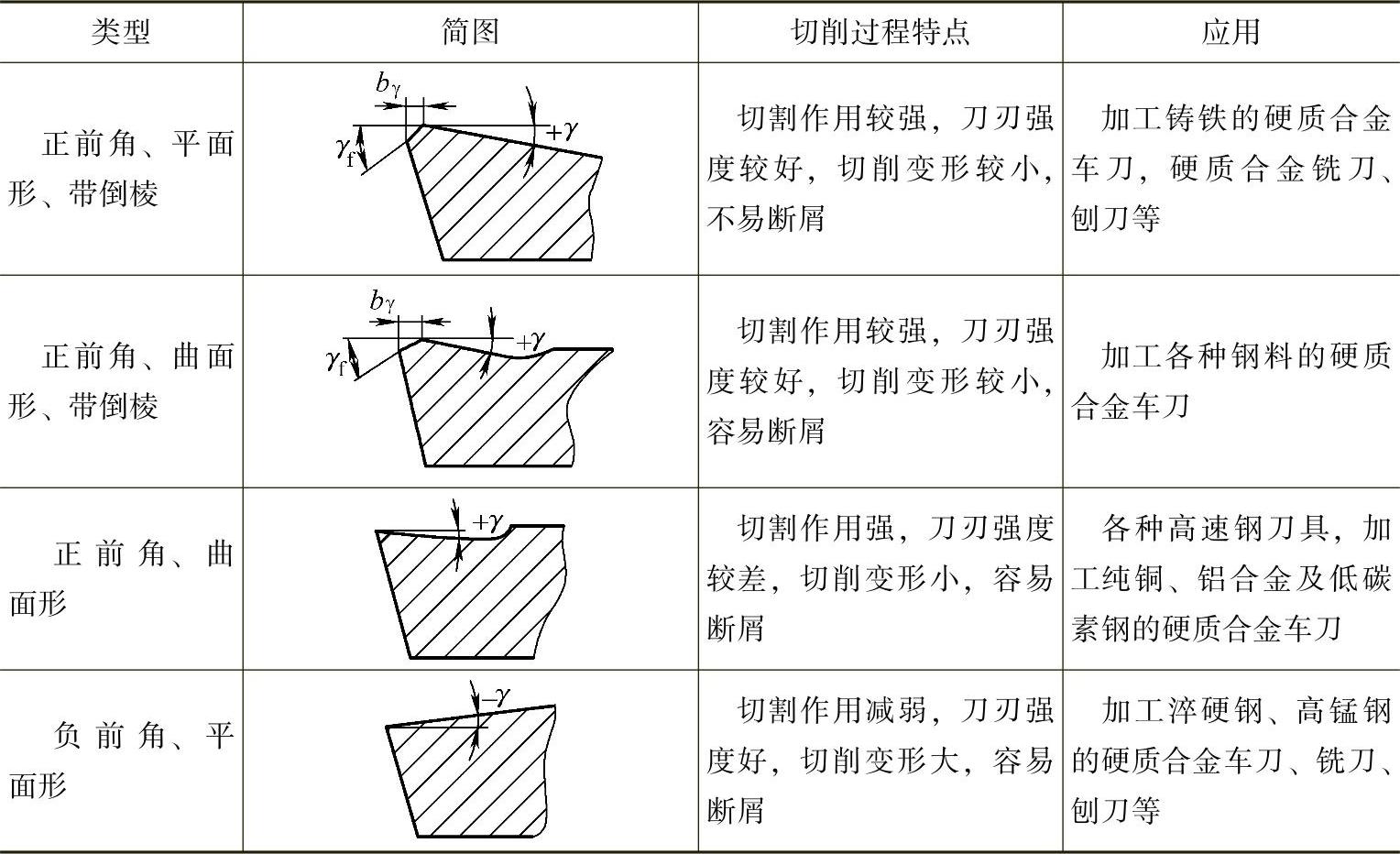
(2)前面形狀及刃區(qū)剖面形式 前面有平面形,、曲面形、帶倒棱形等,。正確選擇前面形狀及刃區(qū)參數(shù),,可防止刀具崩刃、提高刀具壽命,。
常見(jiàn)的前面形狀及其應(yīng)用
(續(xù))
刀具刃區(qū)剖面形式是刀具刃口微觀狀態(tài)的重要體現(xiàn),,具體分為鋒刃、負(fù)倒棱刃,、消振棱刃,、鈍圓刃等形式。
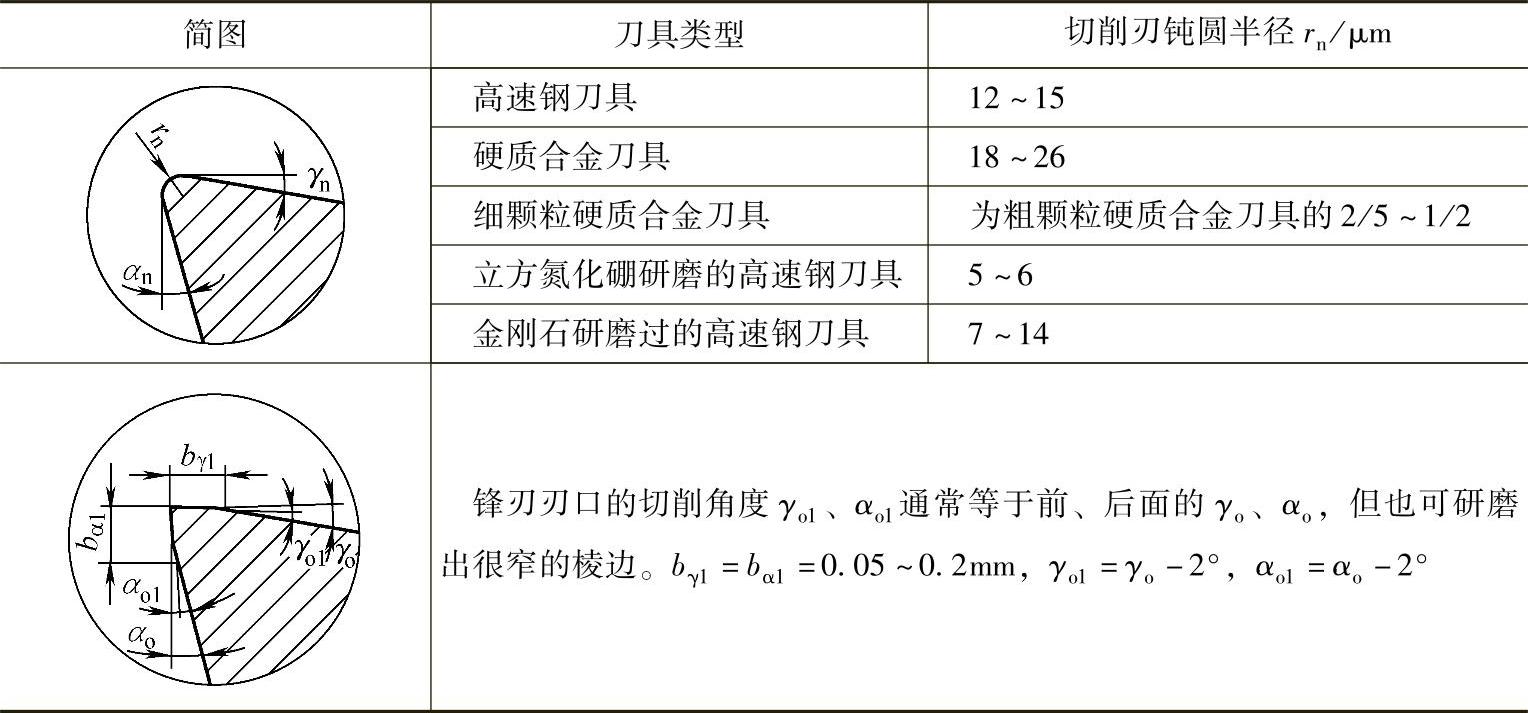
1)鋒刃:鋒刃是指刃磨前面和后面直接形成的切削刃,,比較銳利,。但它并不是絕對(duì)銳利的,而在刃磨后自然形成一個(gè)切削刃鈍圓半徑rn,,其值取決于刀具材料,、刃磨工藝和楔角的大小,并且在切削過(guò)程中隨著磨損而有增大的趨勢(shì),,刀具表面粗糙度越大,,增加速度也越大。鋒刃刀具廣泛用于各類精切刀具、成形刀具和展成法加工刀具等,。
鋒刃刀具刃口參數(shù)
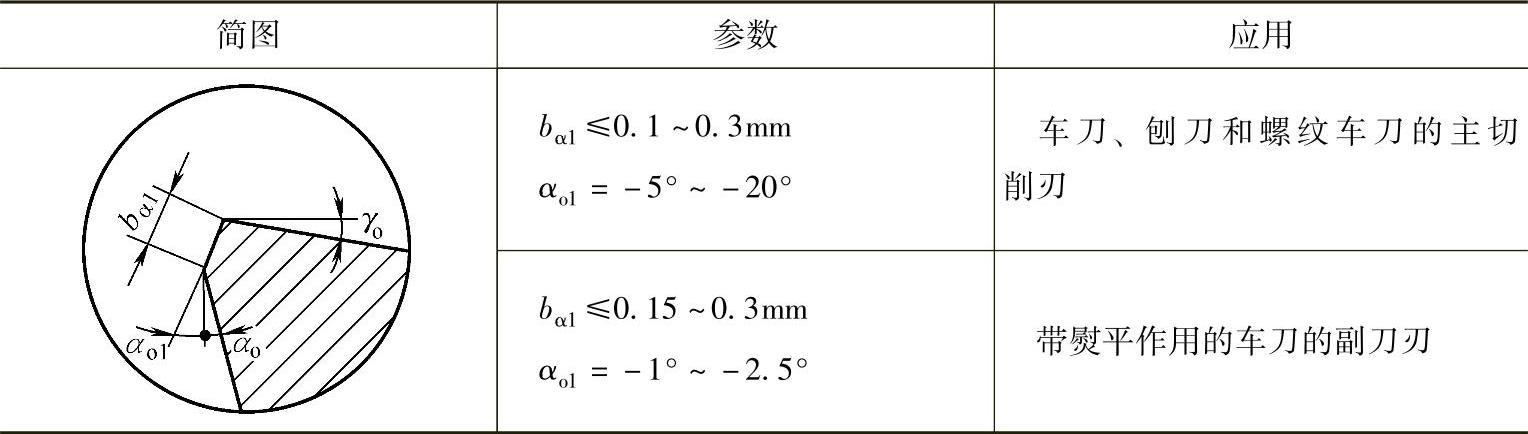
2)負(fù)倒棱刃:負(fù)倒棱就是沿切削刃磨出很窄的負(fù)前角棱面(又稱第一前面),。采用負(fù)倒棱刃是增加刀刃強(qiáng)度的有效措施,可提高刃口表面質(zhì)量,。下圖是前角γo1小于或等0°的倒棱刃區(qū)形式,。倒棱寬度小于進(jìn)給量f時(shí),切削鋼料,,切削力Fc增加不超過(guò)8%,。負(fù)倒棱對(duì)背向力Fp影響較大,當(dāng)γo1=-30°~-20°時(shí),,Fp增大75%,,且易引起振動(dòng)。
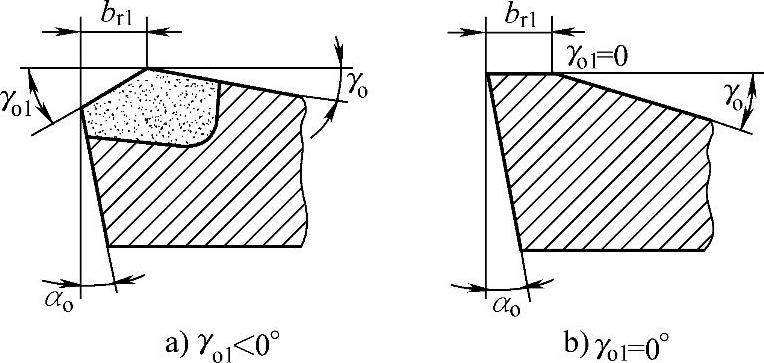
倒棱刃區(qū)形式
負(fù)倒棱刀具廣泛用于硬質(zhì)合金粗車刀,、半精車刀,、銑刀和刨刀,以及陶瓷,、氮化硅,、CBN等材料的加工。
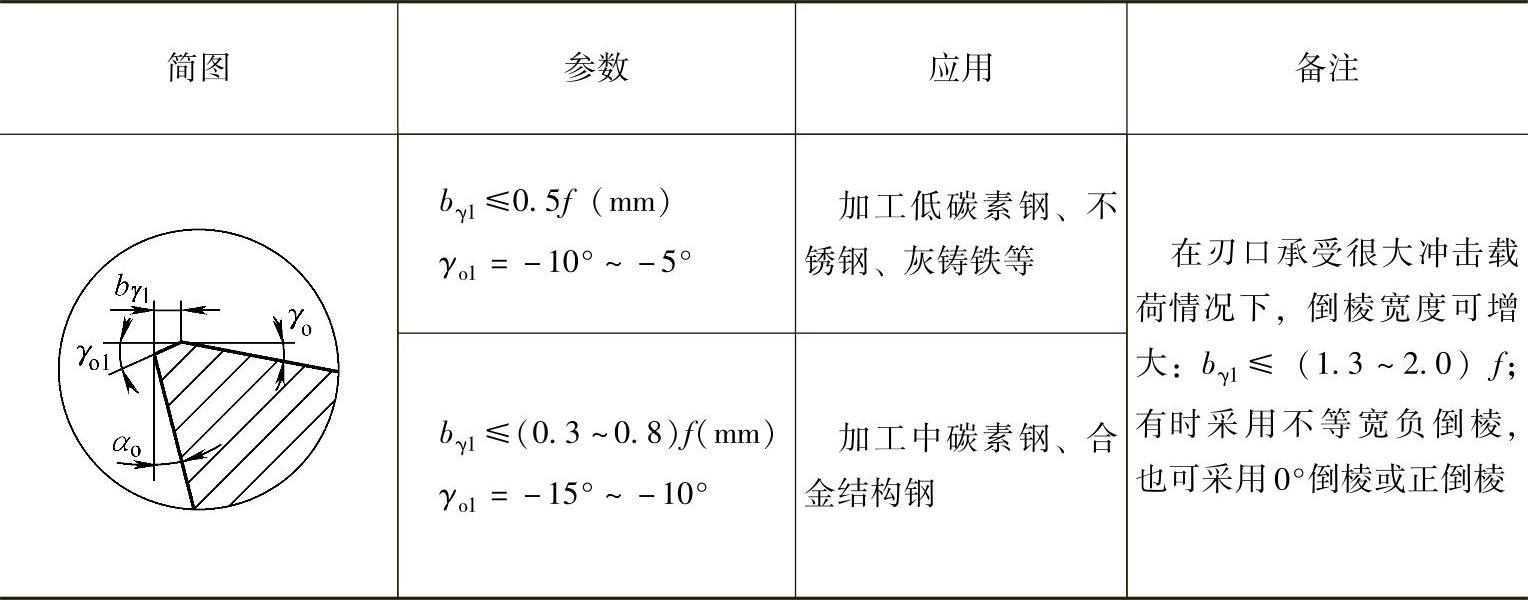
負(fù)倒棱刀具參數(shù)的選擇
3)消振棱刃:消振棱刃可增強(qiáng)刀刃,,提高刃口表面質(zhì)量,。切削過(guò)程中,當(dāng)因機(jī)床或工件系統(tǒng)的剛度不足而引起低頻自振時(shí),,由于消振棱可產(chǎn)生阻尼力,,從而能消減振動(dòng)。它還具有擠壓熨平加工表面的作用,,可提高已加工表面質(zhì)量和刀具壽命,。消振棱刃適用于粗、精車刀,、刨刀和螺紋刀具等,。
消振棱刃刀具參數(shù)選擇
4)鈍圓刃:該種刃口形式是直接通過(guò)刀片鈍化處理或切削刃在負(fù)倒棱的基礎(chǔ)上進(jìn)一步鈍圓處理而成,如圖所示,,前者為圓弧刃口或瀑布刃口,,后者為倒棱倒圓刃口。
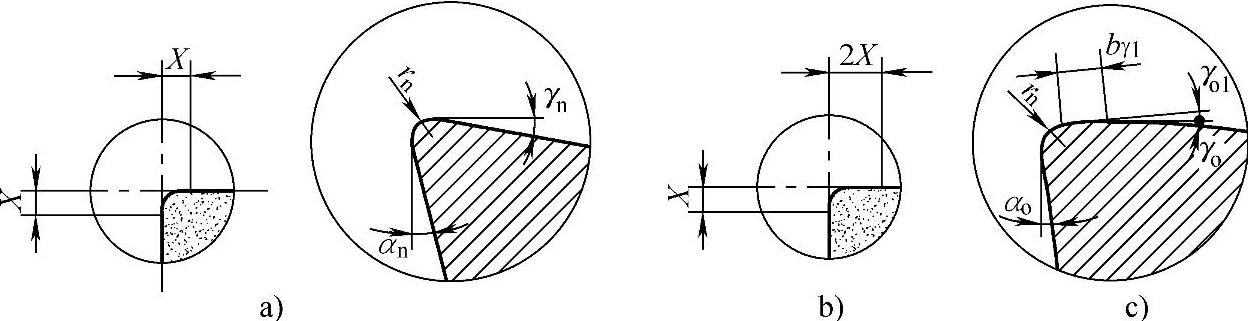
鈍圓刃
a)圓弧刃口 b)瀑布刃口 c)倒棱倒圓刃口
鈍圓切削刃的鈍圓半徑比鋒刃直接形成的要大一些,。切削刃進(jìn)行鈍圓處理時(shí),,能研磨掉切削刃上的小缺口,可增強(qiáng)刀刃,,延長(zhǎng)刀具壽命,也可起一定的擠壓熨平和消振作用,有利于提高加工表面質(zhì)量,。適合于各種粗,、精加工的硬質(zhì)合金刀具和可轉(zhuǎn)位刀片等。
鈍圓切削刃的鈍圓半徑rn≤f/3,。根據(jù)其鈍圓半徑不同,,可分為輕型鈍圓(rn約為0.02~0.03mm)、中型鈍圓(rn約為0.05~0.1mm)和重型鈍圓(rn約為0.1~0.15mm),。
倒棱倒圓及瀑布刃口形式的刀具刀尖強(qiáng)度大,,切削刃抗沖擊性能強(qiáng),可用于高效率的加工,,可進(jìn)行斷續(xù),、槽型和黑皮加工等,適用于重型或超重型切削等,。