






(1)主偏角的作用 主偏角κr的大小影響刀尖部分的強(qiáng)度與散熱條件,、切削分力的比值等,,有時還決定工件表面形狀,如圖所示,。
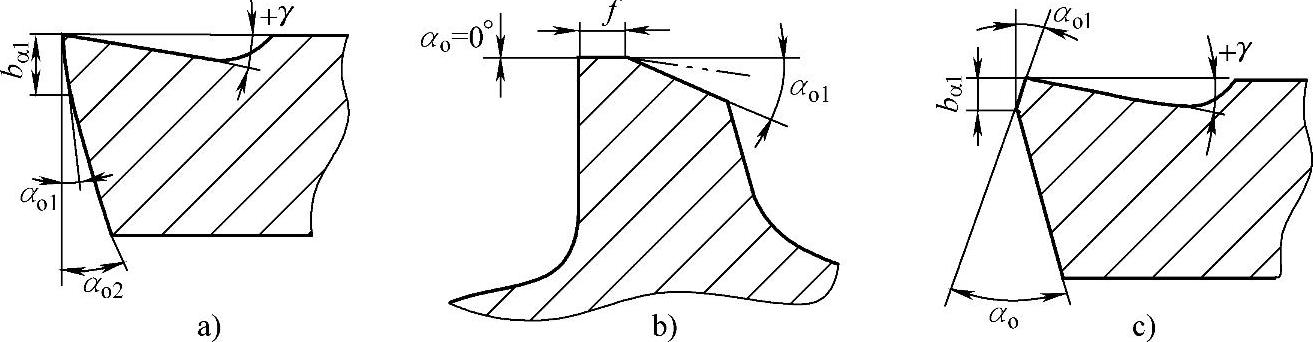
后面形式
a)雙重后刀面形式 b)刃帶后刀面形式 c)負(fù)后角倒棱面
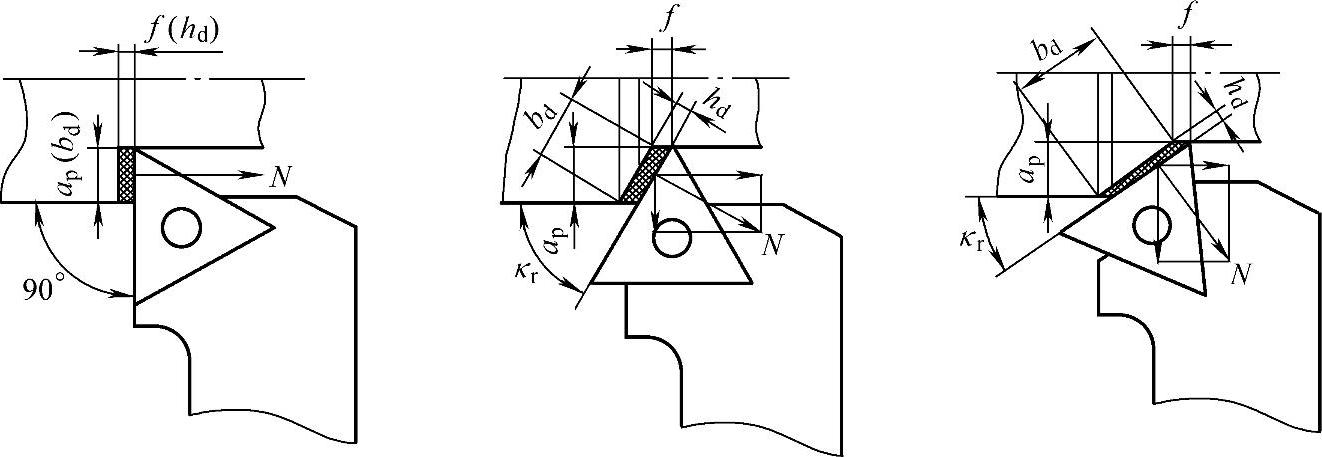
主偏角(從90°減?。┡c切削厚度,、切削寬度及切削力變化的關(guān)系
1)影響主切削刃單位長度的負(fù)荷、刀尖部分的強(qiáng)度與散熱條件 當(dāng)背吃刀量αp和進(jìn)給量f相同時,,主偏角的變化將改變切屑形狀,,使切削層參數(shù)發(fā)生變化,從而影響切削刃上的負(fù)荷,。當(dāng)主偏角κr減小時,,由于切削層公稱寬度bd=fsinκr減小,使作用在主刀刃單位長度上的負(fù)荷減輕,;且刀尖角增大,,刀尖強(qiáng)度提高,散熱條件改善,。這兩方面的作用利于提刀具壽命,。反之,加大主偏角,,則刀尖部分的強(qiáng)度與散熱條件較差,,切削厚度增大,寬度減小,,單位長度刀刃上的負(fù)荷也就加重,。因此,在工藝系統(tǒng)剛性較好時,,適當(dāng)減小主偏角,,可以提高刀具壽命。
2)影響切削分力比值及切削層單位面積切削力 當(dāng)κr減小時,,由于吃刀量減小,,變形系數(shù)增大,,使切削層單位面積切削力增大,,在αp和f相同時,使切削功率增加,。但主要的是使背向力Fp增大,,容易引起工藝系統(tǒng)振動。當(dāng)工藝系統(tǒng)剛性不足時,,會使刀具壽命降低,。
3)影響斷屑效果和排屑方向,以及殘留面積高度等 增大主偏角,,使切削厚度增大,,切削寬度減小,成為窄而厚的切屑,,有利于切屑折斷,,在孔加工刀具中可使切屑沿軸向順利流出,。
(2)主偏角的選擇 主偏角要根據(jù)工件、刀具和機(jī)床的工藝系統(tǒng)剛性,、工件材料的性質(zhì)和工件表面形狀的要求,,進(jìn)行合理選擇。
1)當(dāng)工藝系統(tǒng)剛性足夠時,,應(yīng)選用較小的主偏角,,以提高刀具的壽命;當(dāng)剛性不足時,,必須采用較大的主偏角,,以減少背向力,避免振動,,如車細(xì)長軸時應(yīng)采用90°主偏角車刀,。
2)在加工高強(qiáng)度、高硬度材料時,,刀具的磨損特別快,,應(yīng)選用較小的主偏角(一般在30°左右,甚至更?。?,以減輕刀刃負(fù)荷,增加刀尖強(qiáng)度,。
3)加工有臺階或帶倒角的工件,,刀具主偏角的大小必須適應(yīng)工件形狀的要求。加工直角臺階,,必須采用主偏角為90°的刀具,;切45°倒角時,必須采用主偏角為45°的刀具,。
主偏角參考值
