






銑刀種類繁多,但從銑削原理看又可以分為端銑和周銑兩類,,其典型刀具是面銑刀和圓柱平面銑刀,。銑削用量包括下列四個(gè)要素,如圖所示,。
(1)銑削速度vc(m/min)銑削速度是指銑刀旋轉(zhuǎn)時(shí)的線速度,。
(2)進(jìn)給量 銑削時(shí)的進(jìn)給量有三種表示方法。
1)每轉(zhuǎn)進(jìn)給量f(mm/r)它是指銑刀每轉(zhuǎn)一轉(zhuǎn)時(shí),,工件相對于銑刀沿進(jìn)給方向移動的距離,。
2)每齒進(jìn)給量fz(mm)它是指銑刀每轉(zhuǎn)過一個(gè)齒的角度時(shí),,工件相對于銑刀沿進(jìn)給方向移動的距離,。
3)進(jìn)給速度vf(mm/min)它是指每分鐘工件相對于銑刀沿進(jìn)給方向移動的距離。也就是銑床工作臺的進(jìn)給速度,。
三種進(jìn)給量之間的關(guān)系:vf=fn=fzzn
式中 n——銑刀轉(zhuǎn)速,,單位為r/min或r/s;
z——銑刀齒數(shù),。
每齒進(jìn)給量根據(jù)刀齒的強(qiáng)度,、切削層厚度、容屑情況進(jìn)行選擇,。每轉(zhuǎn)進(jìn)給量與已加工表面粗糙度關(guān)系密切,,精銑和半精銑時(shí)按每轉(zhuǎn)進(jìn)給量進(jìn)行選擇。由于數(shù)控銑床主運(yùn)動和進(jìn)給運(yùn)動是由兩個(gè)伺服電動機(jī)分別傳動,,它們之間沒有內(nèi)部聯(lián)系,。無論按每齒進(jìn)給量fz,還是按每轉(zhuǎn)進(jìn)給量f選擇,最后均得計(jì)算出進(jìn)給速度vf,。
(3)背吃刀量ap(mm)如圖所示,,它是平行于銑刀軸線方向度量的切削層尺寸。端銑時(shí),,ap為切削層深度,;而圓周銑削時(shí),ap為被加工表面的寬度,。
(4)側(cè)吃刀量ae(mm)它是垂直于銑刀軸線方向和進(jìn)給方向度量的切削層尺寸,。端銑時(shí),ae為被加工表面寬度,;而圓周銑削時(shí),,ae為切削層的深度。
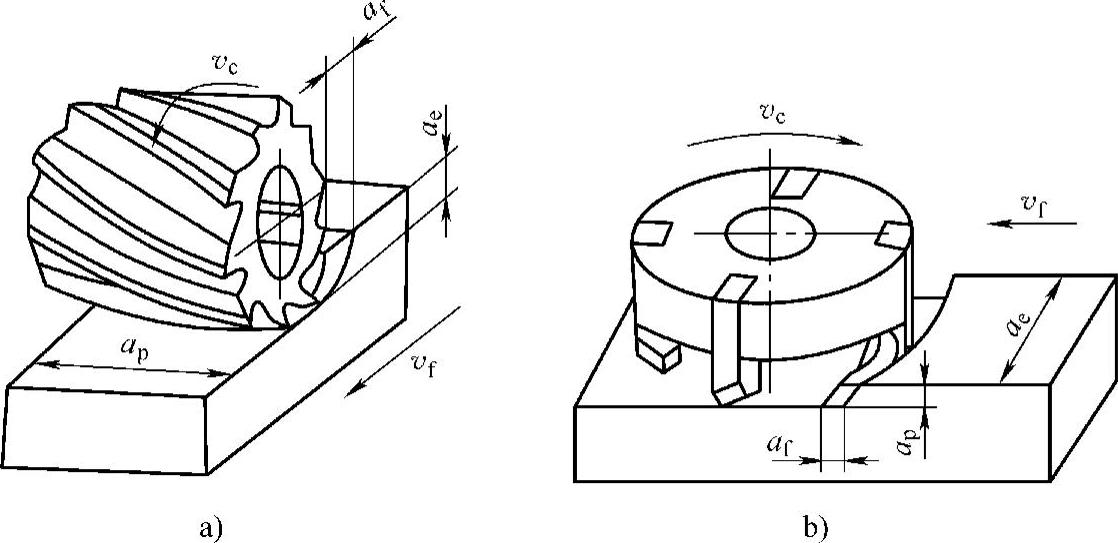 銑削用量四要素
銑削用量四要素
a)圓周銑削 b)端銑