






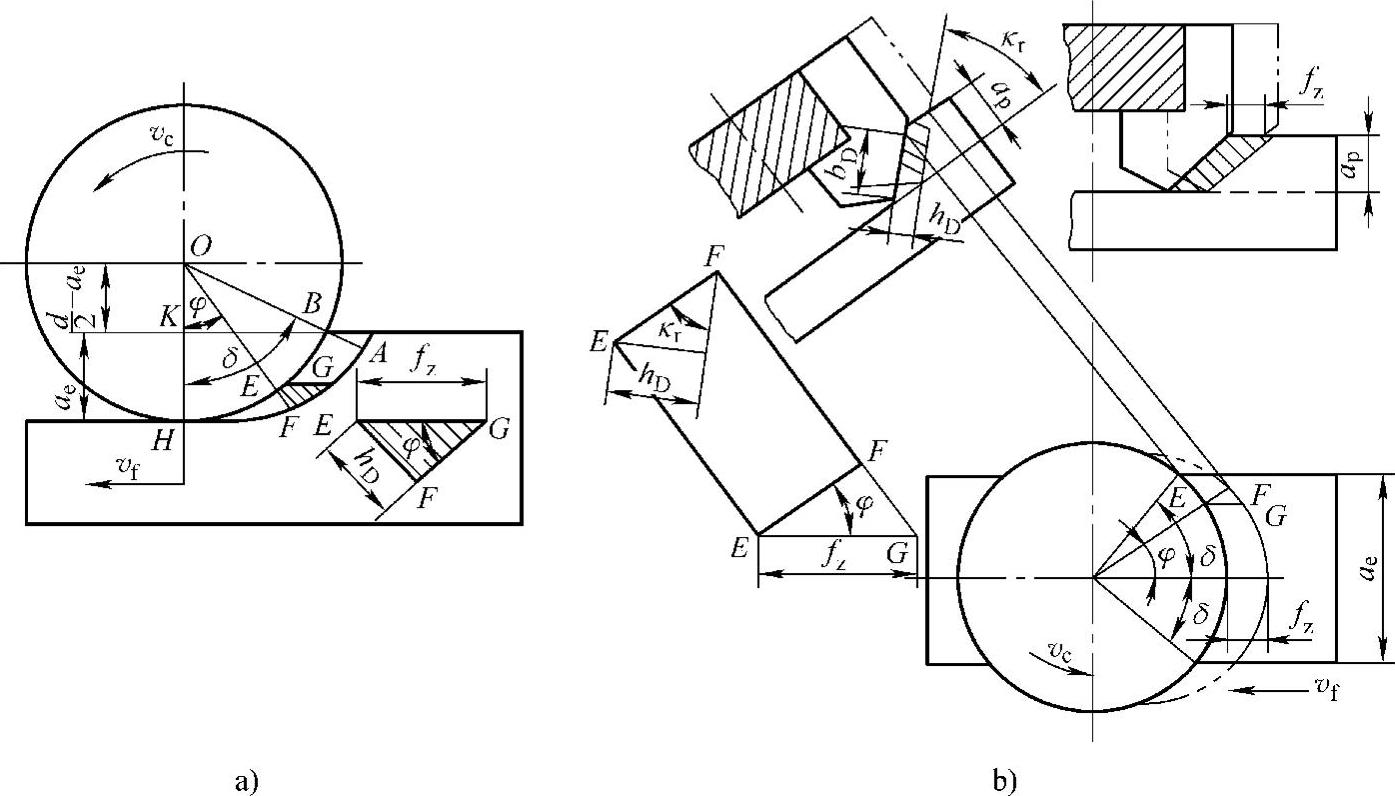
圓柱銑刀和面銑刀加工時切削層的形狀如圖所示,。
切削層厚度hD是在基面內(nèi)測量的相鄰兩個刀齒主切削刃運動軌跡之間的距離。圓周銑削和端面銑削的切削層厚度計算公式為
圓周銑削hD=fzsinφ (式1)
端銑hD=fzcosφsinκr (式2)
式中 κr——主偏角(°),;
φ——刀齒回轉(zhuǎn)位置角(°),。
從(式1)、(式2)可以看出,,銑削時切削層厚度hD是隨刀齒回轉(zhuǎn)位置角φ,,即刀齒位置的不同而變化的。圓周銑削時,,刀齒在起始位置H點時,,hD=0,為最小值,;刀齒即將離開工件到達A點時,,切削層厚度最大,。端銑時,切削層厚度在刀齒剛切入工件時最小,,中間位置最大,,然后又逐漸減小。由于切削層厚度的不斷變化,,因此銑削加工過程切削力的波動比車削加工要大一些,。
 加工時切削層的形狀
加工時切削層的形狀
a)圓周銑削 b)端銑