






粗鏜刀應(yīng)用于孔的半精加工,。常用的粗鏜刀按結(jié)構(gòu)可分為單刃和雙刃,,根據(jù)不同的加工場(chǎng)合,也有通孔專(zhuān)用鏜刀和盲孔加工鏜刀,。
一般單刃粗鏜刀(如圖所示為不同形式的單刃鏜刀)結(jié)構(gòu)簡(jiǎn)單,、制造方便、通用性很強(qiáng),。但是這種刀具剛性較差,,易引起振動(dòng),鏜孔尺寸調(diào)節(jié)不方便,,生產(chǎn)效率低,,對(duì)工人技術(shù)要求較高。為了是鏜刀頭在鏜桿內(nèi)有較大的安裝長(zhǎng)度,,并具有足夠的位置壓緊螺釘和調(diào)節(jié)螺釘,,在鏜盲孔或階梯孔時(shí),鏜刀頭在刀桿上的安裝斜角一般取45°,。鏜通孔時(shí)取0°,,以便于鏜桿的制造,。通常通孔鏜刀壓緊螺釘從鏜桿的端面來(lái)壓緊鏜刀頭,盲孔鏜刀則從側(cè)面壓緊鏜刀頭,。
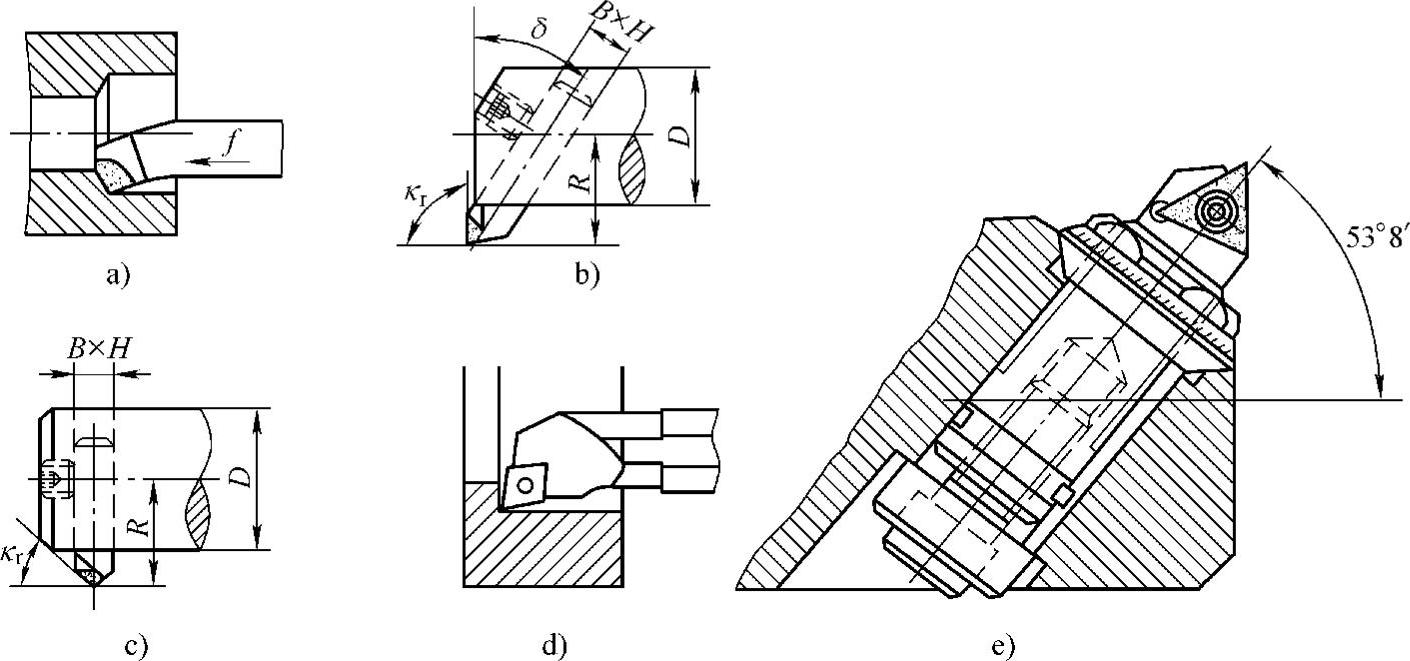
不同形式的單刃鏜刀
a)整體焊接式鏜刀 b)機(jī)夾式盲孔鏜刀 c)機(jī)夾式通孔鏜刀 d)可轉(zhuǎn)位式鏜刀 e)微調(diào)鏜刀
可調(diào)式雙刃粗鏜刀(見(jiàn)下圖)兩端都有切削刃,,切削時(shí)受力均勻可消除徑向力對(duì)鏜桿的影響,通過(guò)各類(lèi)調(diào)整可發(fā)揮不同的作用,,如將一個(gè)刃調(diào)小后可做單刃鏜孔,,在刀夾下加墊片可做不同臺(tái)階刃鏜孔,鏜孔范圍可達(dá)?25~450mm,??烧{(diào)式雙刃粗鏜刀最適合在各類(lèi)型的加工中心或數(shù)控銑床上面使用。通常為模塊式,,加工深度可配合延長(zhǎng)桿延伸至所需長(zhǎng)度,。
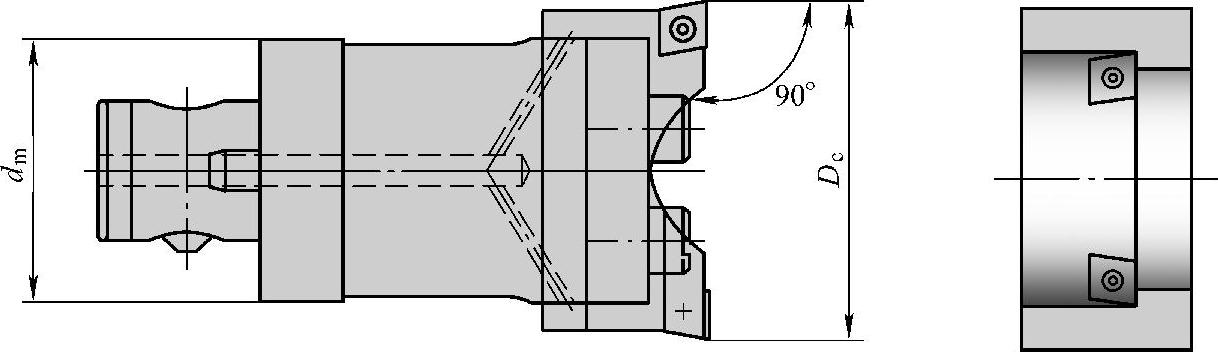
雙刃粗鏜刀
鏜刀的剛性差,切削時(shí)易引起振動(dòng),,所以鏜刀的主偏角選得較大,,以減小徑向力FP。鏜鑄件孔或精鏜時(shí),,一般取κr=90°,;粗鏜鋼件孔時(shí),取κr=60°~75°,,以提高刀具的耐用度,。為避免工件材質(zhì)不均等原因造成扎刀現(xiàn)象以及使刀頭底面有足夠支承面積,往往需要使鏜刀刀尖高于工件中心Δh值,,一般取Δh=1/20D(工件孔徑)或更大一些,使切削時(shí)鏜刀的工作前角減小,,工作后角增大,,所以在選擇鏜刀頭的前、后角時(shí),,要相應(yīng)地增大前角,,減小后角。


 客服1
客服1 