






精鏜刀應(yīng)用于孔的精加工場(chǎng)合,,能獲得較高的直徑,、位置精度和較低的表面粗糙度值。為了在孔加工中能獲得更高的精度,,一般精鏜刀采用的都是單刃形式,,刀頭帶有微調(diào)結(jié)構(gòu),以獲得更高的調(diào)整精度和調(diào)整效率,。根據(jù)其結(jié)構(gòu),,精鏜刀可分為整體式精鏜刀、模塊式精鏜刀和小徑精鏜刀,,均廣泛地使用于數(shù)控銑床,,鏜床和加工中心上。
1.整體式精鏜刀
整體式精鏜刀(見圖1)主要用在批量產(chǎn)品的生產(chǎn)線,,但實(shí)際上刀柄規(guī)格有NT,、MT、BT,、IV,、CV、DV等多種多樣,即使規(guī)格一樣,,大小,、拉釘或者法蘭面形狀也有不同,這些都使得整體式鏜刀在應(yīng)用上相對(duì)較少,。

圖1 整體式精鏜刀
2.模塊式精鏜刀
模塊式精鏜刀如圖2所示,。可將鏜刀分為:基礎(chǔ)柄,、延長(zhǎng)桿,、變徑桿、鏜頭,、刀片座等多個(gè)部分,,然后根據(jù)具體的加工內(nèi)容(粗鏜、精鏜,;孔的直徑,、深度、形狀,;工件材料等)進(jìn)行自由組合,。這樣不但大大地減少了刀柄的數(shù)量,降低了成本,,也可以迅速對(duì)應(yīng)各種加工要求,,并延長(zhǎng)刀具整體的壽命。現(xiàn)在市場(chǎng)上存在著各種各樣的模塊式鏜刀系統(tǒng),,它們的連接方式各有區(qū)別,,圖3所示為雙刃模塊鏜刀組合示意圖。

圖2 模塊式精鏜刀
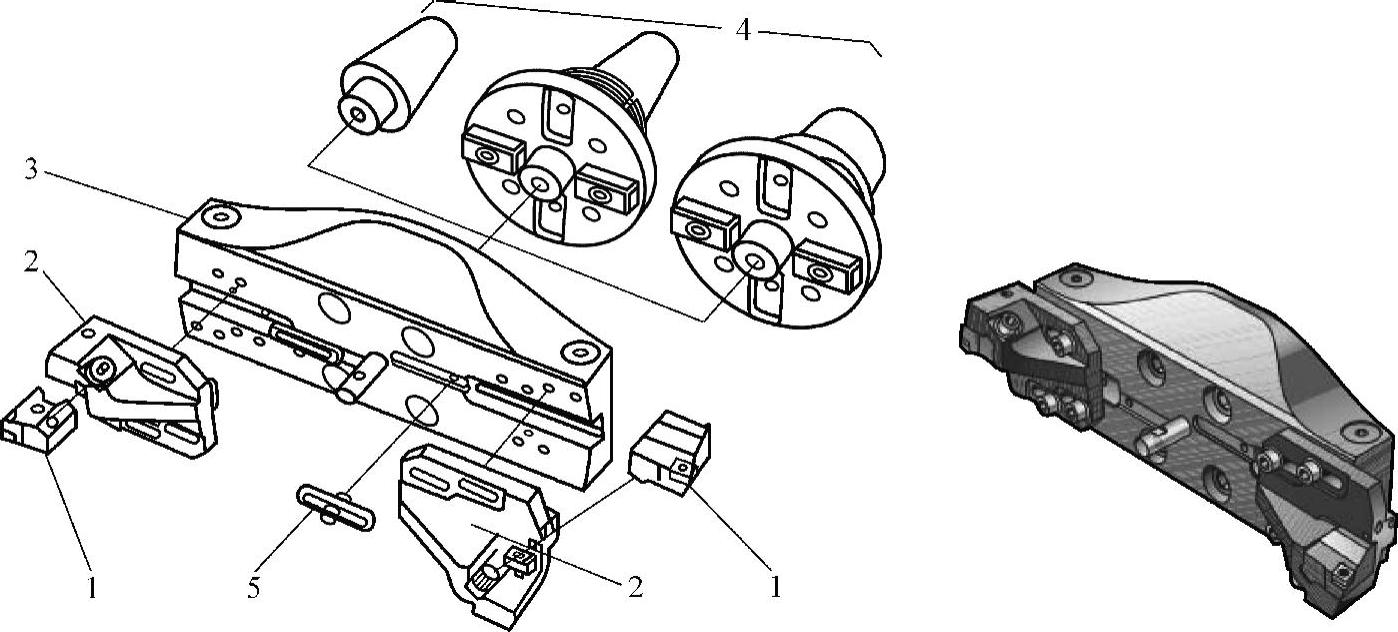
圖3 雙刃模塊鏜刀組合示意圖
1—刀卡 2—滑塊 3—橋式滑塊 4—刀柄 5—擋塊組件
3.小徑精鏜刀
小徑精鏜刀(見圖4)是通過更換前部刀桿和調(diào)整刀桿偏心獲得調(diào)整直徑目的的,。由于調(diào)整范圍廣,,且可加工小徑孔,所以在工模具和產(chǎn)品的單件,、小批量生產(chǎn)中得以廣泛的應(yīng)用,。這種刀具的特點(diǎn)是:
1)通過更換不同的刀桿,可以加工?8~50mm的孔,,可調(diào)范圍大,,所以成本較低。

圖4 小徑精鏜刀
2)對(duì)于長(zhǎng)徑比較大的孔,,可采用鎢鋼防震刀桿進(jìn)行加工,。
3)對(duì)于?20mm以上的孔,由于其剛性和穩(wěn)定性不如模塊式鏜刀,,所以如果在批量生產(chǎn)的情況下,,盡量使用模塊式鏜刀,。