






如圖1所示為鉸刀的典型結(jié)構(gòu),,它有刀體、頸部和刀柄所組成,。刀體又可分為切削部分和校準(zhǔn)部分,。在刀體最前端有導(dǎo)錐,導(dǎo)錐頂角2?=90°,,即圖2中C(0.5~2.5),,其功能是便于將鉸刀引入孔中和保護切削刃。切削部分為主偏角κr所形成的錐體,,起主要的切削作用,,主偏角κr的大小影響導(dǎo)向、切削厚度和徑向與軸向切削力的大小,。κr越小,,軸向力越小、導(dǎo)向性越好,,但切削厚度越小,、徑向力越大、切削錐部越長,。一般手用鉸刀κr=30′~1°30′,;機用鉸刀加工鋼等韌性材料時κr=12°~15°,加工鑄鐵等脆性材料時κr=3°~5°,;而加工不通孔用鉸刀,,為減少孔底圓錐部長取κr=45°。
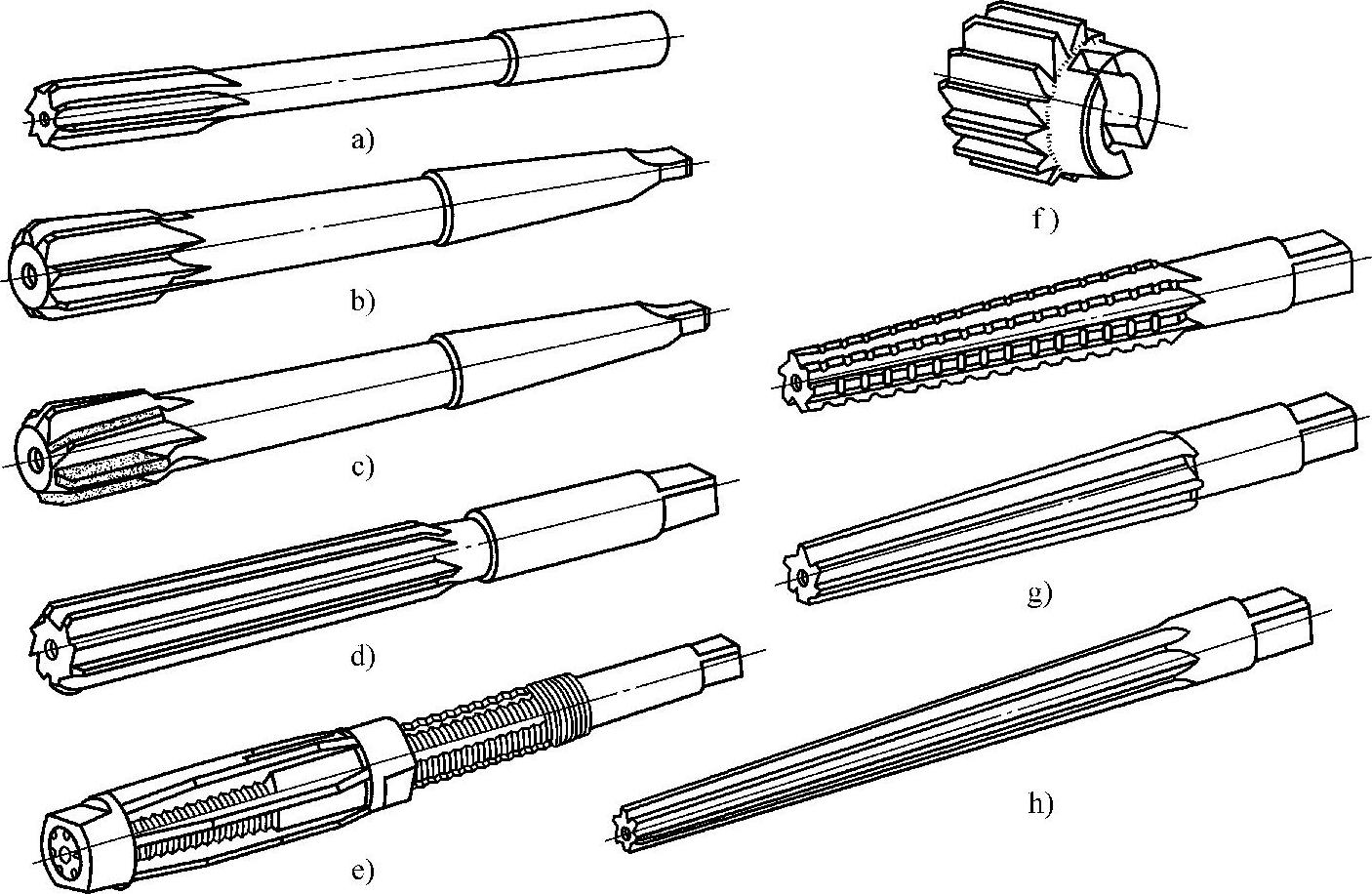
圖1 鉸刀基本類型
a)直柄機用鉸刀 b)錐柄機用鉸刀 c)硬質(zhì)合金錐柄機用鉸刀 d)手用鉸刀 e)可調(diào)節(jié)手用鉸刀 f)套式機用鉸刀 g)直柄莫氏錐度鉸刀 h)手用1∶50錐度銷子鉸刀
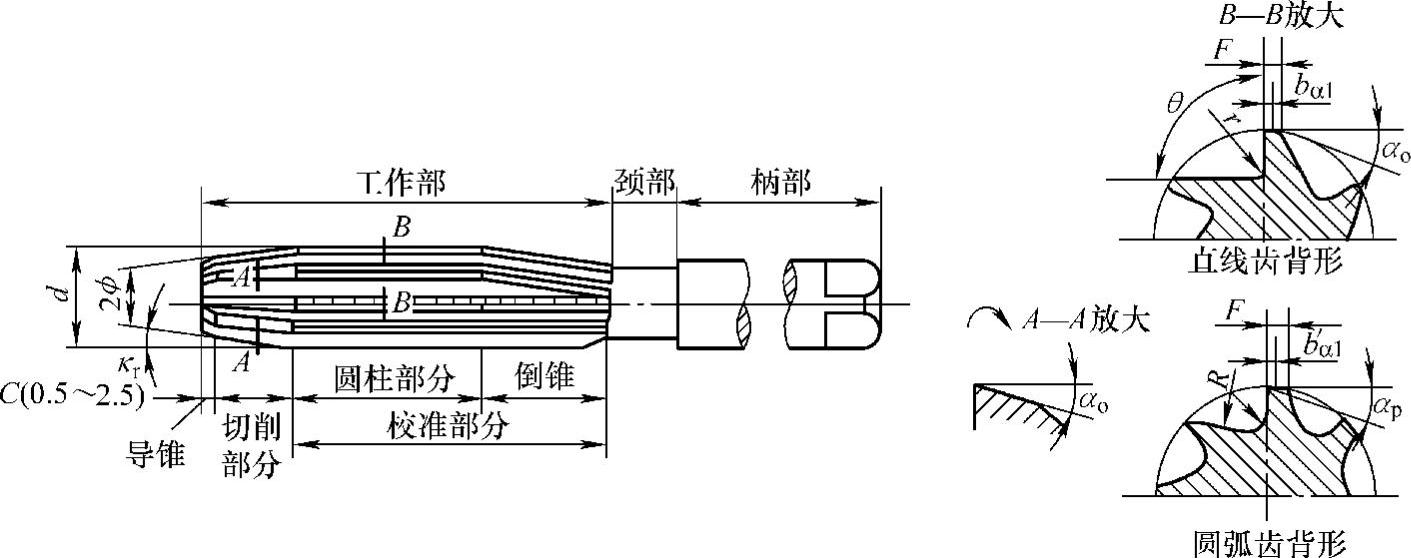
圖2 鉸刀的結(jié)構(gòu)組成和幾何參數(shù)
校準(zhǔn)部分其功能是校準(zhǔn),、導(dǎo)向、熨壓和刮光,。為此,,校準(zhǔn)部分后面留有bα1=0.2~0.4mm的刃帶,同時也為保證鉸刀直徑尺寸精度及各齒較小的徑向圓跳動誤差,。為減輕校準(zhǔn)部分與孔壁的摩擦和孔徑擴大,,校準(zhǔn)部分的一段或全部制成倒錐形,,其倒錐量為(0.005~0.006)/100。
由于鉸孔余量很小,,切屑很薄,,前角作用不大,一般多取γo=0°,。加工韌性高的金屬時,,為減小切屑變形也可取γo=5°~10°。鉸刀的后角一般取αo=6°~8°,。從切削厚度來看,,好像后角應(yīng)取再大一些,但是當(dāng)后角取大時,,切削部分與校準(zhǔn)部分交接處(刀尖)的強度,、散熱條件變差,初期使用鉸孔質(zhì)量好,,但刀尖很快鈍化,,加工質(zhì)量反而降低,同時也使重磨量加大,,故后角取較小值,,而且后角取較小值有利于增加阻尼,避免振動,。