






采用硬質(zhì)合金鉸刀可提高切削速度、生產(chǎn)率和刀具壽命,,特別是加工淬火鋼,、高強度鋼及耐熱鋼等難加工材料時,其效果更顯著,。
(1)無刃硬質(zhì)合金鉸刀 無刃硬質(zhì)合金鉸刀實際不是切削刀具,,它是采用冷擠壓的方式工作,以減小工件孔的表面粗糙度值和提高孔壁硬度,,從而使孔有較好的耐磨性,,這種鉸刀只適用于鉸削鑄鐵件。下圖所示為無刃硬質(zhì)合金鉸刀,,其特點γo=60°,,αo=4°~6°,刃帶bα1=0.25~0.5mm,。由于鉸削是擠壓過程,,故余量很小,αp=0.03~0.05mm,。鉸孔前,,孔的公差等級要達到IT7,表面粗糙度值也應(yīng)達Ra3.2μm,。鉸后可獲得Ra0.63~1.25μm的表面粗糙度值,。鉸孔完畢應(yīng)使刀具反轉(zhuǎn)退出,以免劃傷工件表面,。鉸刀的制造精度要求很高,,柄部與工作部分外圓同軸度誤差應(yīng)小于0.01mm,擠壓刃處表面粗糙度值應(yīng)達Ra0.1μm,。錐面與校準部分要用油石背光,,且注意保養(yǎng),刃口不能起毛。
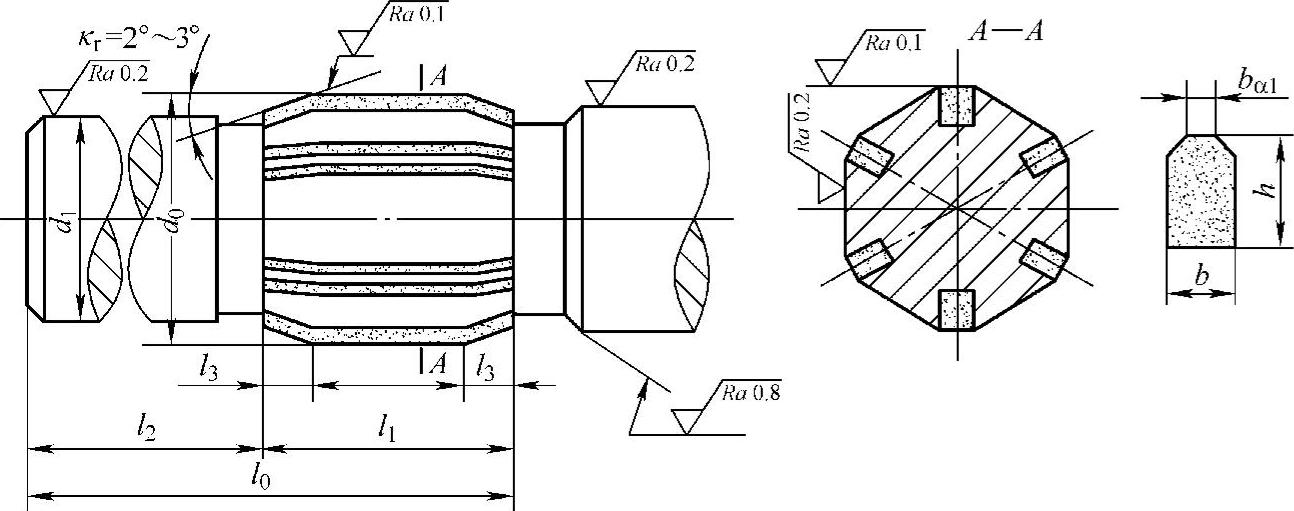
無刃硬質(zhì)合金鉸刀
(2)可轉(zhuǎn)位單刃鉸刀 可轉(zhuǎn)位單刃鉸刀如下圖所示,,刀片3通過雙頭螺栓1和壓板4固定在刀體5上,,用兩只調(diào)節(jié)螺釘6和頂銷7調(diào)節(jié)鉸刀的尺寸,8為刀片軸向限位銷,,導向塊2焊接在刀體槽內(nèi),。刀具切削部分為兩段,主偏角κr=15°~45°,,刃長為1~2mm的切削刃切去大部分余量,。κr=3°的斜刃及圓柱校準部分作精鉸。導向塊起導向,、支承和擠壓作用,。兩塊導向塊相對刀齒位置角為:84°、180°,;三塊時為:84°,、180°、276°,。導向塊尖端相對于切削刃尖端沿軸向滯后0.3~0.6mm,,以保證有充分擠壓量,導向塊直徑應(yīng)與鉸刀直徑有一差值,??赊D(zhuǎn)位單刃鉸刀不但可調(diào)整直徑尺寸,也可調(diào)整其錐度,。刀片可轉(zhuǎn)位一次,,刀體可重復使用,。它不僅能獲得高的加工精度,,小的表面粗糙度值,更主要的是能消除孔的多邊形,,提高孔的質(zhì)量,。鉸孔的圓度為0.003~0.008mm,圓柱度為0.005mm/100mm,。
目前可轉(zhuǎn)位單刃鉸刀加工直徑范圍為5~80mm,。加工45鋼時,αp=0.15mm,,f=0.1~0.4mm/r,,vc=12m/min,采用1∶9乳化切削液進行冷卻,??赊D(zhuǎn)位單刃鉸刀結(jié)構(gòu)復雜,制造困難,,價格昂貴,。
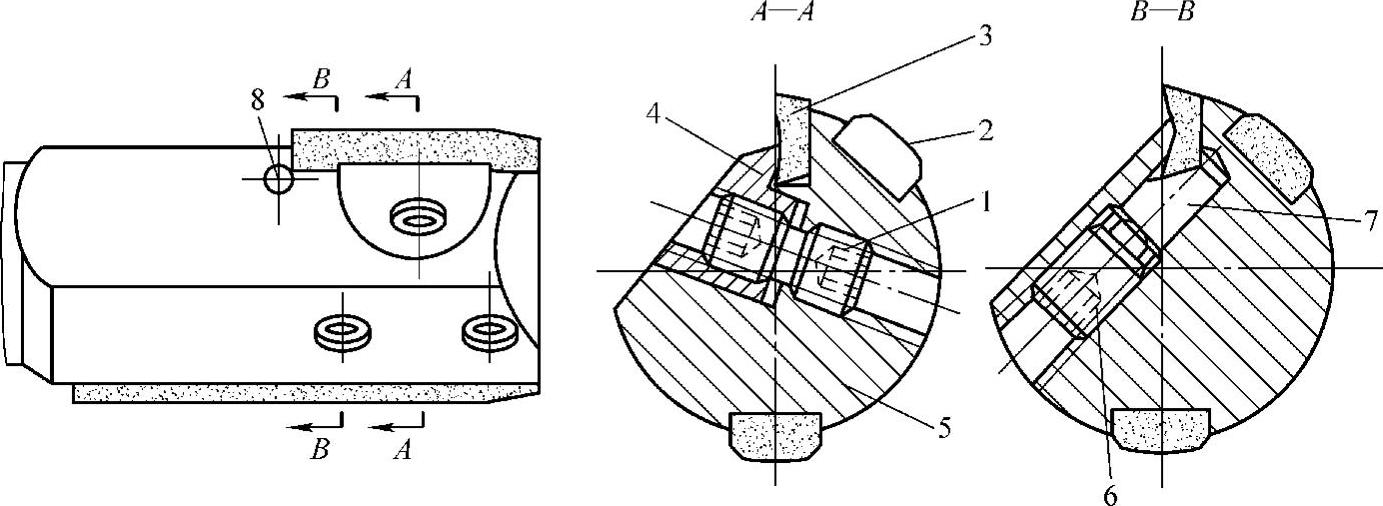
可轉(zhuǎn)位單刃鉸刀
1—雙頭螺栓 2—導向塊 3—刀片 4—壓板 5—刀體 6—調(diào)節(jié)螺釘 7—頂銷 8—限位銷