






由毛坯變成成品的過程中,,在某加工表面上切除的金屬層的總厚度稱為該表面的加工總余量。每一道工序所切除的金屬層厚度稱為工序間加工余量,。對于外圓和孔等旋轉(zhuǎn)表面而言,,加工余量是從直徑上考慮的,故稱為對稱余量(即雙邊余量),,即實(shí)際所切除的金屬層厚度是直徑上的加工余量之半,。
平面的加工余量則是單邊余量,它等于實(shí)際所切除的金屬層厚度,。在工件上留加工余量的目的是為了切除上一道工序所留下來的加工誤差和表面缺陷,,如鑄件表面冷硬層、氣孔,、夾砂層,,鍛件表面的氧化皮、脫碳層,、表面裂紋,,切削加工后的內(nèi)應(yīng)力層和表面粗糙度等。從而提高工件的精度和表面粗糙度,。
加工余量的大小對加工質(zhì)量和生產(chǎn)效率均有較大影響,。加工余量過大,不僅增加了機(jī)械加工的勞動(dòng)量,,降低了生產(chǎn)率,,而且增加了材料、工具和電力消耗,,提高了加工成本,。若加工余量過小,則既不能消除上道工序的各種缺陷和誤差,,又不能補(bǔ)償本工序加工時(shí)的裝夾誤差,,造成廢品。其選取原則是在保證質(zhì)量的前提下,,使余量盡可能小,。一般說來,越是精加工,,工序余量越小,。
1,、加工余量:為了保證零件的質(zhì)量(精度和粗糙度值),在加工過程中,,需要從工件表面上切除的金屬層厚度,,稱為加工余量。加工余量又有總余量和工序余量之分,。
2、總余量:某一表面毛坯尺寸與零件設(shè)計(jì)尺寸之差稱為總余量,,以Zo表示,。
3、工序余量:該表面加工相鄰兩工序尺寸之差稱為工序余量Zi,??傆嗔縕0與工序余量Zi的關(guān)系可用下式表示:
式中:n為某一表面所經(jīng)歷的工序數(shù)。
(1)工序余量有單邊余量和雙邊余量之分,。(見下圖)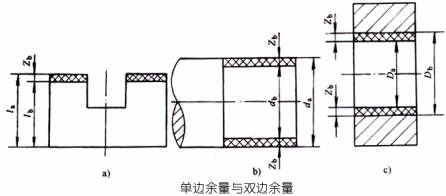
1)單邊余量: 非對稱結(jié)構(gòu)的非對稱表面的加工余量,,稱為單邊余量,用Zb表示,。
Zb=la-lb
式中:Zb—本工序的工序余量,;lb—本工序的基本尺寸;la—上工序的基本尺寸,。
2)雙邊余量: 對稱結(jié)構(gòu)的對稱表面的加工余量,,稱為雙邊余量。
對于外圓與內(nèi)孔這樣的對稱表面,,其加工余量用雙邊余量2Zb表示,,
對于外圓表面有:2Zb=da-db;對于內(nèi)圓表面有:2Zb=Db-Da
(2)工序余量有公稱余量(簡稱余量),、最大余量Zmax,、最小余量Zmin之分。(見下圖)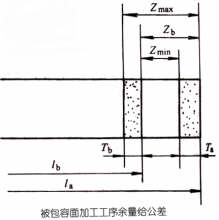
由于工序尺寸有偏差,,故各工序?qū)嶋H切除的余量值是變化的,,因此,工序余量有公稱余量(簡稱余量),、最大余量Zmax,、最小余量Zmin之分。
對于上右圖所示被包容面加工情況,,本工序加工的公稱余量:Zb=la-lb
公稱余量的變動(dòng)范圍:TZ=Zmax—Zmin=Tb+Ta 式中:Tb—本工序工序尺寸公差,; Ta—上工序工序尺寸公差。
工序尺寸公差一般按“入體原則”標(biāo)注,。對被包容尺寸(軸徑),,上偏差為0,,其最大尺寸就是基本尺寸;對包容尺寸(孔徑,、鍵槽),,下偏差為0,其最小尺寸就是基本尺寸,。
而孔距和毛坯尺寸公差帶常取對稱公差帶標(biāo)注,。
余量過大——〉材料浪費(fèi),成本增大,;
余量過小——〉不能糾正加工誤差,,質(zhì)量降低。
所以,,在保證質(zhì)量的前提下,,選余量盡可能小。
二,、影響加工余量的因素
(1)上道工序的表面粗糙度值Ra
(各種加工方法的表面粗糙度值Ra數(shù)值見7表5.7,、表5.8、表5.9)
(2)上道工序的表面缺陷層深度Ha
(各種加工方法的表面缺陷層深度Ha數(shù)值見表5.10)
(3)上道工序各表面相互位置空間偏差ρa(bǔ),;
(包括軸線的直線度,、位移和平行度;軸線與表面的垂直度,;階梯軸內(nèi)外圓的同軸度,;平面的平面度等。)
ρa(bǔ)的數(shù)值與上工序的加工方法和零件的結(jié)構(gòu)有關(guān),,可用近似計(jì)算法或查有關(guān)資料確定,。若存在兩種以上的空間偏差時(shí),可用向量和表示,。
(4)本工序的裝夾誤差Δεb
它除包括定位和夾緊誤差外,,還包括夾具本身的制造誤差,其大小為三者的向量和,。
(5)上工序的尺寸公差Ta
(包括幾何形狀誤差如錐度,、橢圓度、平面度等,。其大小可根據(jù)選用的加工方法所能達(dá)到的經(jīng)濟(jì)精度,,查閱工藝手冊確定。)
本工序的公稱余量為:Zb=la-lb
本工序的最大余量為:Zbmax=lamax-lbmin
本工序的最小余量為:Zbmin=lamin-lbmax
上述前四項(xiàng)之和構(gòu)成最小余量,,即 ![]()
注:ρa(bǔ)和Δεb為矢量和,。
最小余量加上上道工序的尺寸公差,即為本道工序的加工余量。
即:Zb≥Ta +Zmin
三,、加工余量的確定——計(jì)算法,、查表法和經(jīng)驗(yàn)估計(jì)法
(1)經(jīng)驗(yàn)估算法:靠經(jīng)驗(yàn)估算確定,從實(shí)際使用情況看,,余量選擇都偏大,,一般用于單件小批生產(chǎn)。
(2)查表法(各工廠廣泛采用查表法):根據(jù)手冊中表格的數(shù)據(jù)確定,,應(yīng)用較多,。
(3)分析計(jì)算法(較少使用):根據(jù)實(shí)驗(yàn)資料和計(jì)算公式,綜合確定,,比較科學(xué),,數(shù)據(jù)較準(zhǔn)確,一般用于大批大量,。