






金屬切削過程是機械制造過程的一個重要組成部分,。金屬切削過程是指將工件上多余的金屬層,,通過切削加工被刀具切除而形成切屑并獲得幾何形狀、尺寸精度和表面粗糙度都符合要求的零件的過程,。在這一過程中,,始終存在著刀具切削工件和工件材料抵抗切削的矛盾,從而產生一系列現(xiàn)象,,如切削變形,、切削力、切削熱與切削溫度以及有關刀具的磨損與刀具壽命,、卷屑與斷屑等,。對這些現(xiàn)象進行研究,揭示其內在的機理,,探索和掌握金屬切削過程的基本規(guī)律,,從而主動地加以有效的控制,對保證加工精度和表面質量,,提高切削效率,,降低生產成本和勞動強度具有十分重大的意義??傊?,金屬切削過程的優(yōu)劣,直接影響機械加工的質量,、生產率與生產成本,。因此,,必須進行深入的研究。
一,、切屑形成過程及變形區(qū)的劃分
1、切削變形 金屬的切削過程與金屬的擠壓過程很相似,。金屬材料受到刀具的作用以后,,開始產生彈性變形;雖著刀具繼續(xù)切入,,金屬內部的應力,、應變繼續(xù)加大,當達到材料的屈服點時,,開始產生塑性變形,,并使金屬晶格產生滑移;刀具再繼續(xù)前進,,應力進而達到材料的斷裂強度,,便會產生擠裂。
2,、變形區(qū)的劃分 大量的實驗和理論分析證明,,塑性金屬切削過程中切屑的形成過程就是切削層金屬的變形過程。切削層的金屬變形大致劃分為三個變形區(qū):第一變形區(qū)(剪切滑移),、第二變形區(qū)(纖維化),、第三變形區(qū)(纖維化與加工硬化)。
3,、切屑的形成及變形特點
1) 第一變形區(qū)(近切削刃處切削層內產生的塑性變形區(qū))金屬的剪切滑移變形
切削層受刀具的作用,,經過第一變形區(qū)的塑性變形后形成切屑。切削層受刀具前刀面與切削刃的擠壓作用,,使近切削刃處的金屬先產生彈性變形,,繼而塑性變形,并同時使金屬晶格產生滑移,。
在下圖中,,切削層上各點移動至AC線均開始滑移、離開AE線終止滑移,,在沿切削寬度范圍內,,稱AC是始滑移面,AE是終滑移面,。AC,、AE之間為第—變形區(qū)。由于切屑形成時應變速度很快,、時間極短,,故AC,、AE面相距很近,一般約為0.02一0.2mm,,所以常用AB滑移面來表示第—變形區(qū),,AB面亦稱為剪切面。
剪切面AB與切削速度Vc之間的夾角 稱為剪切角,。作用力Fr與切削速度Vc之間的夾角ω稱為作用角,。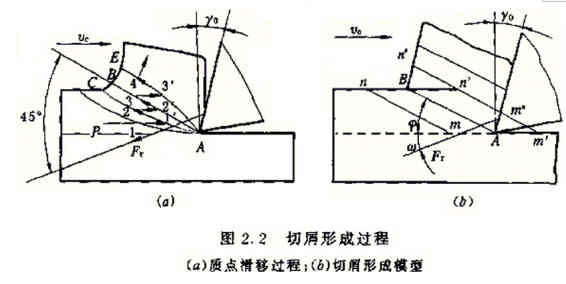
第一變形區(qū)就是形成切屑的變形區(qū),其變形特點是切削層產生剪切滑移變形,。
2) 第二變形區(qū)(與前刀面接觸的切屑層產生的變形區(qū))內金屬的擠壓磨擦變形
經過第一變形區(qū)后,,形成的切屑要沿前刀面方向排出,還必須克服刀具前刀面對切屑擠壓而產生的摩擦力,。此時將產生擠壓摩擦變形,。
應該指出,第一變形區(qū)與第二變形區(qū)是相互關聯(lián)的,。前刀面上的摩擦力大時,,切屑排出不順,擠壓變形加劇,,以致第一變形區(qū)的剪切滑移變形增大,。
3) 第三變形區(qū)(近切削刃處已加工表面內產生的變形區(qū))金屬的擠壓磨擦變形
已加工表面受到切削刃鈍圓部分和后刀面的擠壓摩擦,造成纖維化和加工硬化,。
二,、切削變形程度的度量方法
1、相對滑移ε
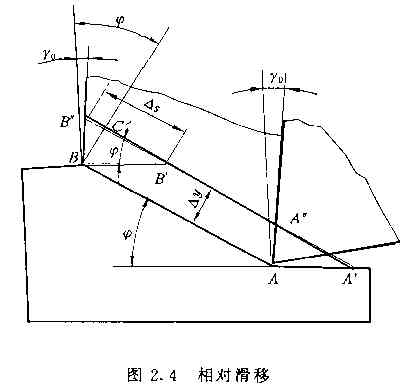
相對滑移ε是用來量度第1變形區(qū)滑移變形的程度,。如右圖,,設切削層中A'B'線沿剪切面滑移至A"B"時的距離為△y,事實上△y很小,,故可認為滑移是在剪切面上進行,,其滑移量為△s。則相對滑移ε表示為:

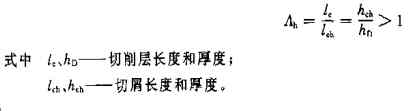
2,、 變形系數(shù)∧h
變形系數(shù)∧h是表示切屑的外形尺寸變化大小的一個參數(shù),。如右圖所示,切屑經過剪切變形,、又受到前刀面摩擦后,,與切削層比較,它的長度縮短,、厚度增加,,這種切屑外形尺寸變化的變形現(xiàn)象稱為切屑的收縮。
變形系數(shù)∧h表示切屑收縮的程度,,即
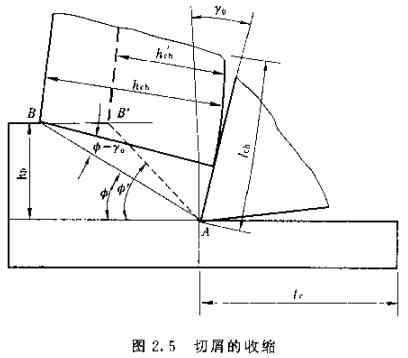
從上圖可知,,剪切角 變化對切屑收縮的影響,, 增大剪切面AB減短,切屑厚度hch減小,,故∧h變小,。它們之間的關系如下:
從上面兩個公式可知,剪切角 與前角γ0是影響切削變形的兩個主要因素,。如果增大前角γ0和剪切角 ,,使相對滑移ε、變形系數(shù)∧h減小,,則切削變形減小。
注意:由于切削過程是一個非常復雜的物理過程,,切削變形除了產生滑移變形外,,還有擠壓、摩擦等作用,,而ε值主要從剪切變形考慮,;而∧h主要從塑性壓縮方面分析。所以,,ε與∧h都只能近似地表示切削變形程度,。
三、剪切角的確定
剪切角 是影響切削變形的一個重要因素,。若能預測剪切角 的值,,則對了解與控制切削變形具有重要意義。為此,,許多學者進行了大量研究,,并推薦了若干剪切角 的計算式。
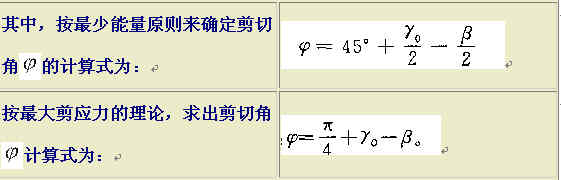
從上面公式可看出: 與γ0,、β有關,。增大前角γ0、減小摩擦角β,,使剪切角 增大,,切削變形減小,這一規(guī)律已被普遍用于生產實踐中,。
從上面公式也可看出:第2變形區(qū)產生的摩擦對第1變形區(qū)剪切變形的影響規(guī)律,。
四、積屑瘤的形成及其對切削過程的影響
在切削速度不高而又能形成連續(xù)切屑的情況下,,加工一般鋼料或其它塑性材料時,,常常在前刀面處粘著一塊剖面有時呈三角狀的硬塊。這塊冷焊在前刀面上的金屬稱為積屑瘤(或刀瘤),。它的硬度很高,,通常是工件材料的2—3倍,,在處于比較穩(wěn)定的狀態(tài)時,能夠代替刀刃進行切削,。
1,、積屑瘤是如何形成的?
1)切屑對前刀面接觸處的摩擦,使前刀面十分潔凈,。
2)當兩者的接觸面達到一定溫度同時壓力又較高時,,會產生粘結現(xiàn)象,即一般所謂的“冷焊”,。切屑從粘在刀面的底層上流過,,形成“內摩擦”。
3)如果溫度與壓力適當,,底層上面的金屬因內摩擦而變形,,也會發(fā)生加工硬化,而被阻滯在底層,,粘成一體,。
4)這樣粘結層就逐步長大,直到該處的溫度與壓力不足以造成粘附為止,。
2,、形成積屑瘤的條件:
主要決定于切削溫度。此外,,接觸面間的壓力,、粗糙程度、粘結強度等因素都與形成積屑瘤的條件有關,。
1)一般說來,,塑性材料的加工硬化傾向愈強,愈易產生積屑瘤,;
2)溫度與壓力太低,,不會產生積屑瘤;反之,,溫度太高,,產生弱化作用,也不會產生積屑瘤,。
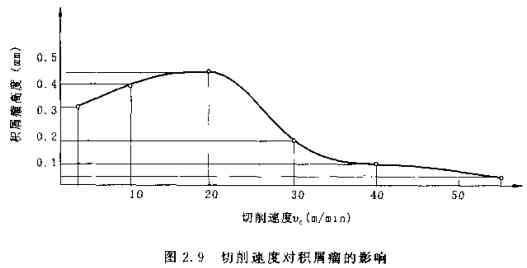
3)走刀量保持一定時,,積屑瘤高度與切削速度有密切關系。
3,、積屑瘤對切削過程的影響
1)實際前角增大
它加大了刀具的實際前角,,可使切削力減小,對切削過程起積極的作用。積屑瘤愈高,,實際前角愈大,。
2)使加工表面粗糙度增大
積屑瘤的底部則相對穩(wěn)定一些,其頂部很不穩(wěn)定,,容易破裂,,一部分連附于切屑底部而排出,一部分殘留在加工表面上,,積屑瘤凸出刀刃部分使加工表面切得非常粗糙,,因此在精加工時必須設法避免或減小積屑瘤。
3)對刀具壽命的影響
積屑瘤粘附在前刀面上,,在相對穩(wěn)定時,,可代替刀刃切削,有減少刀具磨損,、提高壽命的作用,。但在積屑瘤比較不穩(wěn)定的情況下使用硬質合金刀具時,積屑瘤的破裂有可能使硬質合金刀具顆粒剝落,,反而使磨損加劇。
4,、防止積屑瘤的主要方法
1)降低切削速度,,使溫度較低,粘結現(xiàn)象不易發(fā)生,;
2)采用高速切削,,使切削溫度高于積屑瘤消失的相應溫度;
3)采用潤滑性能好的切削液,,減小摩擦,;
4)增加刀具前角,以減小切屑與前刀面接觸區(qū)的壓力,;
5)適當提高工件材料硬度,,減小加工硬化傾向。
五,、切削變形變化規(guī)律
從相對滑移ε,、變形系數(shù)∧h計算式中可知,剪切角 與前角γ0是影響切削變形的兩個主要因素,。如果增大前角γ0和剪切角 ,,使相對滑移ε、變形系數(shù)∧h減小,,則切削變形減小,。
1、前角:增大前角γ0,使剪切角 增大,,變形系數(shù)∧h減小,,因此,切削變形減小,。
生產實踐表明:采用大前角刀具切削,,刀刃鋒利、切入金屬容易,,切屑與前刀面接觸長度減短,、流屑阻力小,因此,,切削變形小,、切削省力。
2,、切削速度:切削速度Vc是通過積屑瘤使剪切角 改變和通過切削溫度使摩擦系數(shù)μ變化而影響切削變形的,。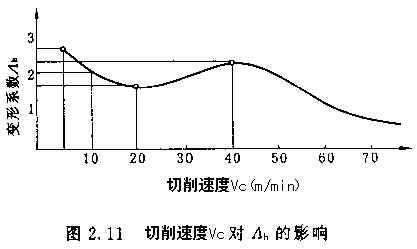
3、進給量:進給量f增大,,使變形系數(shù)∧h減小,。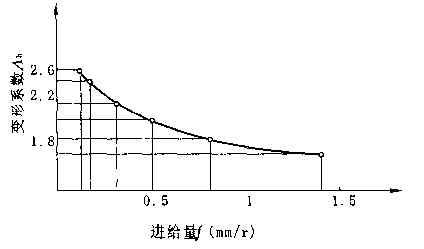
4、工件材料:工件材料硬度,、強度提高,,切削變形減少。