






(一) 加工原理誤差:
定義:由于采用近似的加工運動或近似的刀具輪廓所產(chǎn)生的加工誤差,,為加工原理誤差,。
(1) 采用近似的刀具輪廓形狀: 例如:模數(shù)銑刀銑齒輪,。
(2) 采用近似的加工運動: 例如:車削蝸桿時,,由于蝸桿螺距Pg=πm,,而π=3.1415926…,是無理數(shù),,所以螺距值只能用近似值代替,。因而,刀具與工件之間的螺旋軌跡是近似的加工運動,。
(二) 機床調(diào)整誤差:
機床調(diào)整:是指使刀具的切削刃與定位基準保持正確位置的過程,。
(1) 進給機構(gòu)的調(diào)整誤差:主要指進刀位置誤差;
(2) 定位元件的位置誤差:使工件與機床之間的位置不正確,,而產(chǎn)生誤差,;
(3) 模板(或樣板)的制造誤差:使對刀不準確。
(三) 裝夾誤差:
定義:工件在裝夾過程中產(chǎn)生的誤差,,為裝夾誤差,。 裝夾誤差包括定位誤差和夾緊誤差 。
定位誤差是指一批工件采用調(diào)整法加工時因定位不正確而引起的尺寸或位置的最大變動量,。定位誤差由基準不重合誤差和定位副制造不準確誤差造成,。
1、基準不重合誤差
在零件圖上用來確定某一表面尺寸,、位置所依據(jù)的基準稱為設(shè)計基準,。在工序圖上用來確定本工序被加工表面加工后的尺寸、位置所依據(jù)的基準稱為工序基準,。一般情況下,,工序基準應(yīng)與設(shè)計基準重合。在機床上對工件進行加工時,,須選擇工件上若干幾何要素作為加工(或測量)時的定位基準(或測量基準),,如果所選用的定位基準(或測量基準)與設(shè)計基準不重合,就會產(chǎn)生基準不重合誤差,?;鶞什恢睾险`差等于定位基準相對于設(shè)計基準在工序尺寸方向上的最大變動量。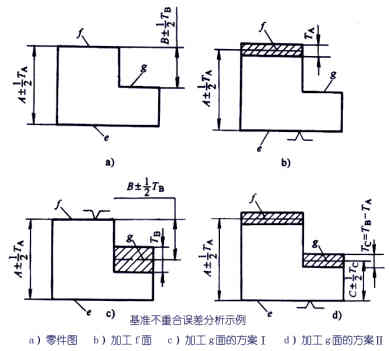
基準不重合誤差分析示例
圖示零件,,設(shè)e面已加工好,今在銑床上用調(diào)整法加工f面和g面,。在加工f面時若選e面為定位基準,,則f面的設(shè)計基準和定位基準都是e面,,基準重合,沒有基準不重合誤差,,尺寸A的制造公差為TA,。加工g面時,定位基準有兩種不同的選擇方案,,一種方案(方案Ⅰ)加工時選用f面作為定位基準,,定位基準與設(shè)計基準重合,沒有基準不重合誤差,,尺寸B的制造公差為TB,;但這種定位方式的夾具結(jié)構(gòu)復雜,夾緊力的作用方向與銑削力方向相反,,不夠合理,,操作也不方便。另一種方案(方案Ⅱ)是選用e面作為定位基準來加工g面,,此時,,工序尺寸C是直接得到的,尺寸B是間接得到的,,由于定位基準e與設(shè)計基準f不重合而給g面加工帶來的基準不重合誤差等于設(shè)計基準f面相對于定位基準e面在尺寸B方向上
的最大變動量TA,。
定位基準與設(shè)計基準不重合時所產(chǎn)生的基準不重合誤差,只有在采用調(diào)整法加工時才會產(chǎn)生,,在試切法加工中不會產(chǎn)生,。
2、定位副制造不準確誤差
工件在夾具中的正確位置是由夾具上的定位元件來確定的,。夾具上的定位元件不可能按基本尺寸制造得絕對準確,,它們的實際尺寸(或位置)都允許在分別規(guī)定的公差范圍內(nèi)變動。同時,,工件上的定位基準面也會有制造誤差,。工件定位面與夾具定位元件共同構(gòu)成定位副,由于定位副制造得不準確和定位副間的配合間隙引起的工件最大位置變動量,,稱為定位副制造不準確誤差,。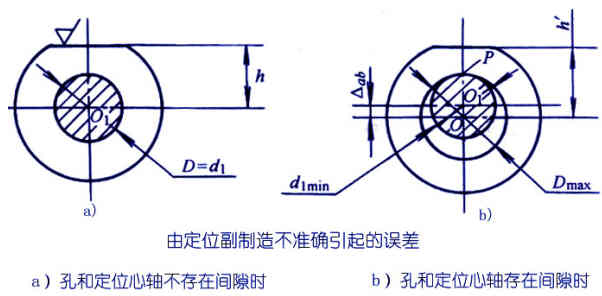
如圖所示工件的孔裝夾在水平放置的心軸上銑削平面,要求保證尺寸h,,由于定位基準與設(shè)計基準重合,,故無基準不重合誤差;但由于工件的定位基面(內(nèi)孔D)和夾具定位元件(心軸d1)皆有制造誤差,,如果心軸制造得剛好為d1min,,而工件得內(nèi)孔剛好為Dmax(如圖示),當工件在水平放置得心軸上定位時,,工件內(nèi)孔與心軸在P點接觸,,工件實際內(nèi)孔中心的最大下移量△ab=(Dmax-d1min)/2,,△ab就是定位副制造不準確而引起的誤差。
基準不重合誤差的方向和定位副制造不準確誤差的方向可能不相同,,定位誤差取為基準不重合誤差和定位副制造不準確誤差的矢量和,。
(四)工藝系統(tǒng)集合誤差
1、機床的幾何誤差
加工中刀具相對于工件的成形運動一般都是通過機床完成的,,因此,,工件的加工精度在很大程度上取決于機床的精度。機床制造誤差對工件加工精度影響較大的有:主軸回轉(zhuǎn)誤差,、導軌誤差和傳動鏈誤差,。機床的磨損將使機床工作精度下降。
1)主軸回轉(zhuǎn)誤差
機床主軸是裝夾工件或刀具的基準,,并將運動和動力傳給工件或刀具,,主軸回轉(zhuǎn)誤差將直接影響被加工工件的精度。
主軸回轉(zhuǎn)誤差是指主軸各瞬間的實際回轉(zhuǎn)軸線相對其平均回轉(zhuǎn)軸線的變動量,。它可分解為徑向圓跳動,、軸向竄動和角度擺動三種基本形式。
產(chǎn)生主軸徑向回轉(zhuǎn)誤差的主要原因有:主軸幾段軸頸的同軸度誤差,、軸承本身的各種誤差,、軸承之間的同軸度誤差、主軸繞度等,。但它們對主軸徑向回轉(zhuǎn)精度的影響大小隨加工方式的不同而不同,。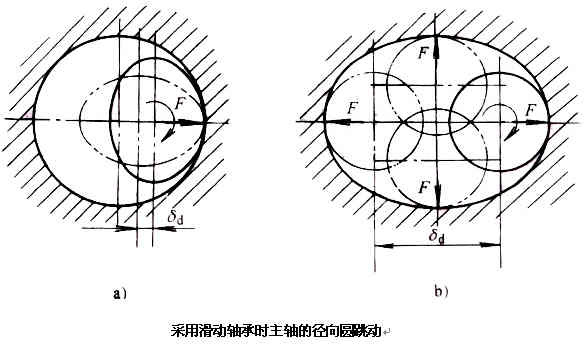
采用滑動軸承時主軸的徑向圓跳動
譬如,在采用滑動軸承結(jié)構(gòu)為主軸的車床上車削外圓時,,切削力F的作用方向可認為大體上時不變的,,見上圖,在切削力F的作用下,,主軸頸以不同的部位和軸承內(nèi)徑的某一固定部位相接觸,,此時主軸頸的圓度誤差對主軸徑向回轉(zhuǎn)精度影響較大,而軸承內(nèi)徑的圓度誤差對主軸徑向回轉(zhuǎn)精度的影響則不大,;在鏜床上鏜孔時,,由于切削力F的作用方向隨著主軸的回轉(zhuǎn)而回轉(zhuǎn),在切削力F的作用下,,主軸總是以其軸頸某一固定部位與軸承內(nèi)表面的不同部位接觸,,因此,軸承內(nèi)表面的圓度誤差對主軸徑向回轉(zhuǎn)精度影響較大,,而主軸頸圓度誤差的影響則不大,。圖中的δd表示徑向跳動量。
產(chǎn)生軸向竄動的主要原因是主軸軸肩端面和軸承承載端面對主軸回轉(zhuǎn)軸線有垂直度誤差,。
不同的加工方法,,主軸回轉(zhuǎn)誤差所引起的的加工誤差也不同,。主軸回轉(zhuǎn)誤差產(chǎn)生的加工誤差見表7.1,。1) 徑向跳動:影響工件圓度,; 2) 軸向竄動:影響軸向尺寸,加工螺紋時影響螺距值,; 3) 角度擺動:影響圓柱度,;
提高主軸回轉(zhuǎn)精度的措施:主要是要消除軸承的間隙。 適當提高主軸及箱體的制造精度,,選用高精度的軸承,,提高主軸部件的裝配精度,對高速主軸部件進行平衡,,對滾動軸承進行預(yù)緊等,,均可提高機床主軸的回轉(zhuǎn)精度。
2)導軌誤差
導軌是機床上確定各機床部件相對位置關(guān)系的基準,,也是機床運動的基準,。車床導軌的精度要求主要有以下三個方面:在水平面內(nèi)的直線度;在垂直面內(nèi)的直線度,;前后導軌的平行度(扭曲),。
a) 導軌在水平面內(nèi)的直線度誤差:臥式車床導軌在水平面內(nèi)的直線度誤差△1將直接反映在被加工工件表面的法線方向(加工誤差的敏感方向)上,對加工精度的影響最大,。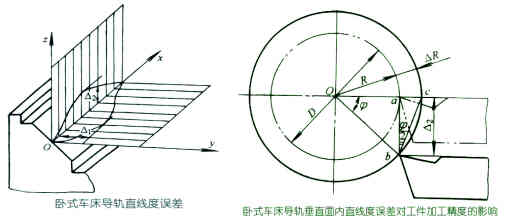
b) 導軌在垂直平面內(nèi)的直線度誤差:臥式車床導軌在垂直面內(nèi)的直線度誤差△2可引起被加工工件的形狀誤差和尺寸誤差,。但△2對加工精度的影響要比△1小得多。由上圖2可知若因△2而使刀尖由a下降至b,,不難推得工件半徑R的變化量,。
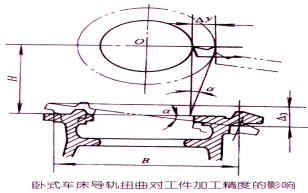
c)前后導軌存在平行度誤差(扭曲)時,刀架運動時會產(chǎn)生擺動,,刀尖的運動軌跡是一條空間曲線,,使工件產(chǎn)生形狀誤差。由右圖可見,,當前后導軌有了扭曲誤差△3之后,,由幾何關(guān)系可求得△y≈(H/B)△3。一般車床的H/B≈2/3,,外圓磨床的H/B≈1,,車床和外圓磨床前后導軌的平行度誤差對加工精度的影響很大。
d)導軌與主軸回轉(zhuǎn)軸線的平行度誤差 :若車床與主軸回轉(zhuǎn)軸線在水平面內(nèi)有平行度誤差,,車出的內(nèi)外圓柱面就產(chǎn)生錐度,;若車床與主軸回轉(zhuǎn)軸線在垂直面內(nèi)有平行度誤差,則圓柱面成雙曲回轉(zhuǎn)體,。因是非誤差敏感方向,,故可略,。()
除了導軌本身的制造誤差外,導軌的不均勻磨損和安裝質(zhì)量,,也使造成導軌誤差的重要因素,。導軌磨損是機床精度下降的主要原因之一。
3)傳動鏈誤差
傳動鏈誤差是指機床內(nèi)聯(lián)系傳動鏈始末兩端傳動元件間相對運動的誤差,。一般用傳動鏈末端元件的轉(zhuǎn)角誤差來衡量,。 內(nèi)聯(lián)系傳動鏈:兩端件之間的相對運動量有嚴格要求的傳動鏈,為內(nèi)聯(lián)系傳動鏈,。 例如:車削螺紋的加工,,主軸與刀架的相對運動關(guān)系不能嚴格保證時,將直接影響螺距的精度,。
減少傳動鏈傳動誤差的措施: 1) 減少傳動件的數(shù)目,,縮短傳動鏈:傳動元件越少,傳動累積誤差就越小,,傳動精度就 越高,。 2) 傳動比越小,傳動元件的誤差對傳動精度的影響就越?。禾貏e是傳動鏈尾端的傳動元件的傳動比越小,,傳動鏈的傳動精度就越高。
2,、刀具的幾何誤差
刀具誤差對加工精度的影響隨刀具種類的不同而不同,。采用定尺寸刀具、成形刀具,、展成刀具加工時,,刀具的制造誤差會直接影響工件的加工精度;而對一般刀具(如車刀等),,其制造誤差對工件加工精度無直接影響,。
任何刀具在切削過程中,都不可避免地要產(chǎn)生磨損,,并由此引起工件尺寸和形狀地改變,。正確地選用刀具材料和選用新型耐磨地刀具材料,合理地選用刀具幾何參數(shù)和切削用量,,正確地刃磨刀具,,正確地采用冷卻液等,均可有效地減少刀具地尺寸磨損,。必要時還可采用補償裝置對刀具尺寸磨損進行自動補償,。
1、 夾具的幾何誤差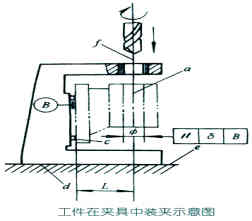
夾具的作用時使工件相當于刀具和機床具有正確的位置,因此夾具的制造誤差對工件的加工精度(特別使位置精度)有很大影響,。
夾具誤差包括:(1) 夾具各元件之間的位置誤差,; (2) 夾具中各定位元件的磨損。
如上圖鉆床夾具中,,鉆套軸心線f至夾具定位平面c間的距離誤差,,影響工件孔a至底面B尺寸L的精度;鉆套軸心線f至夾具定位平面c間的平行度誤差,,影響工件孔軸心線a至底面B的平行度,;夾具定位平面c與夾具體底面d底的垂直度誤差,影響工件孔軸心線a與底面B間的尺寸精度和平行度,;鉆套孔的直徑誤差亦將影響工件孔a至底面B的尺寸精度和平行度。
二,、 加工過程中存在的誤差:
(一)工藝系統(tǒng)受力變形引起的誤差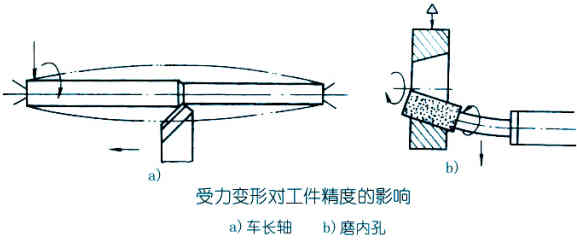
1,、基本概念
機械加工工藝系統(tǒng)在切削力、夾緊力,、慣性力,、重力、傳動力等的作用下,,會產(chǎn)生相應(yīng)的變形,,從而破壞了刀具和工件之間的正確的相對位置,使工件的加工精度下降,。如上圖a示,,車細長軸時,工件在切削力的作用下會發(fā)生變形,,使加工出的軸出現(xiàn)中間粗兩頭細的情況,;又如在內(nèi)圓磨床上進行切入式磨孔時,上圖b,,由于內(nèi)圓磨頭軸比較細,,磨削時因磨頭軸受力變形,而使工件孔呈錐形,。
垂直作用于工件加工表面(加工誤差敏感方向)的徑向切削分力Fy與工藝系統(tǒng)在該方向上的變形y之間的比值,,稱為工藝系統(tǒng)剛度k系, k系=Fy/y
式中的變形y不只是由徑向切削分力Fy所引起,垂直切削分力Fz與走刀方向切削分力Fx也會使工藝系統(tǒng)在y方向產(chǎn)生變形,,故
y=yFx+yFy+yFz
2,、工件剛度
工藝系統(tǒng)中如果工件剛度相對于機床、刀具,、夾具來說比較低,,在切削力的作用下,工件由于剛度不足而引起的變形對加工精度的影響就比較大,其最大變形量可按材料力學有關(guān)公式估算,。
3,、刀具剛度
外圓車刀在加工表面法線(y)方向上的剛度很大,其變形可以忽略不計,。鏜直徑較小的內(nèi)孔,,刀桿剛度很差,刀桿受力變形對孔加工精度就有很大影響,。刀桿變形也可以按材料力學有關(guān)公式估算,。
4、機床部件剛度
1)機床部件剛度
機床部件由許多零件組成,,機床部件剛度迄今尚無合適的簡易計算方法,,目前主要還是用實驗方法來測定機床部件剛度。分析實驗曲線可知,,機床部件剛度具有以下特點:
(1)變形與載荷不成線性關(guān)系,;
(2)加載曲線和卸載曲線不重合,卸載曲線滯后于加載曲線,。兩曲線線間所包容的面積就是加載和卸載循環(huán)中所損耗的能量,,它消耗于摩擦力所作的功和接觸變形功;
(3)第一次卸載后,,變形恢復不到第一次加載的起點,,這說明有殘余變形存在,經(jīng)多次加載卸載后,,加載曲線起點才和卸載曲線終點重合,,殘余變形才逐漸減小到零;
(4)機床部件的實際剛度遠比我們按實體估算的要小,。
2)影響機床部件剛度的因素
(1)結(jié)合面接觸變形的影響
(2)摩擦力的影響
(3)低剛度零件的影響
(4)間隙的影響
5,、工藝系統(tǒng)剛度及其對加工精度的影響
在機械加工過程中,機床,、夾具,、刀具和工件在切削力作用下,都將分別產(chǎn)生變形y機,、y夾,、y刀、y工,,致使刀具和被加工表面的相對位置發(fā)生變化,,使工件產(chǎn)生加工誤差。工藝系統(tǒng)剛度的倒數(shù)等于其各組成部分剛度的倒數(shù)和,。
工藝系統(tǒng)剛度對加工精度的影響主要有以下幾種情況:
1)由于工藝系統(tǒng)剛度變化引起的誤差
工藝系統(tǒng)的剛度隨受力點位置的變化而變化,。 例如:用三爪卡盤夾緊工件車削外圓的加工,, 隨懸壁長度的增加,剛度將越來越小,。因而,, 車出的外圓將呈錐形。
2)由于切削力變化引起的誤差
加工過程中,,由于工件的加工余量發(fā)生變化,、工件材質(zhì)不均等因素引起的切削力變化,使工藝系統(tǒng)變形發(fā)生變化,,從而產(chǎn)生加工誤差,。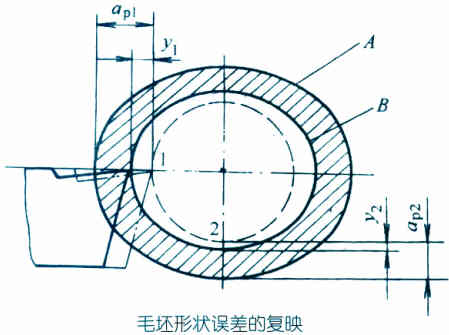
若毛坯A有橢圓形狀誤差(如右圖)。讓刀具調(diào)整到圖上雙點劃線位置,,由圖可知,,在毛坯橢圓長軸方向上的背吃刀量為ap1,短軸方向上的背吃刀量為ap2,。由于背吃刀量不同,,切削力不同,工藝系統(tǒng)產(chǎn)生的讓刀變形也不同,,對應(yīng)于ap1產(chǎn)生的讓刀為y1,對應(yīng)于ap2產(chǎn)生的讓刀為y2,故加工出來的工件B仍然存在橢圓形狀誤差,。由于毛坯存在圓度誤差△毛=ap1-ap2,,因而引起了工件的圓度誤差△工=y(tǒng)1-y2,且△毛愈大,,△工愈大,,這種現(xiàn)象稱為加工過程中的毛坯誤差復映現(xiàn)象?!鞴づc△毛之比值ε稱為誤差復映系數(shù),,它是誤差復映程度的度量。(見公式7.14)
尺寸誤差(包括尺寸分散)和形狀誤差都存在復映現(xiàn)象,。如果我們知道了某加工工序的復映系數(shù),,就可以通過測量毛坯的誤差值來估算加工后工件的誤差值。
3)由于夾緊變形引起的誤差
工件在裝夾過程中,,如果工件剛度較低或夾緊力的方向和施力點選擇不當,,將引起工件變形,造成相應(yīng)的加工誤差,。
4)其它作用力的影響
6,、減小工藝系統(tǒng)受力變形的途徑
由前面對工藝系統(tǒng)剛度的論述可知,若要減少工藝系統(tǒng)變形,,就應(yīng)提高工藝系統(tǒng)剛度,,減少切削力并壓縮它們的變動幅值。具體如下:
1)提高工藝系統(tǒng)剛度
(1)提高工件和刀具的剛度減小刀具、工件的懸伸長度:以提高工藝系統(tǒng)的剛度,;
(2)減小機床間隙,,提高機床剛度:采用預(yù)加載荷,使有關(guān)配合產(chǎn)生預(yù)緊力,,而消除間隙,。
(3)采用合理的裝夾方式和加工方式
2)減小切削力及其變化
合理地選擇刀具材料,增大前角和主偏角,,對工件材料進行合理的熱處理以改善材料地加工性能等,,都可使切削力減小。
(二)工藝系統(tǒng)受熱變形引起的誤差
工藝系統(tǒng)熱變形對加工精度的影響比較大,,特別是在精密加工和大件加工中,,由熱變形所引起的加工誤差有時可占工件總誤差的40%~70%。機床,、刀具和工件受到各種熱源的作用,,溫度會逐漸升高,同時它們也通過各種傳熱方式向周圍的物質(zhì)和空間散發(fā)熱量,。當單位時間傳入的熱量與其散出的熱量相等時,,工藝系統(tǒng)就達到了熱平衡狀態(tài)。
1,、工藝系統(tǒng)的熱源——內(nèi)部熱源和外部熱源
內(nèi)部熱源:如系統(tǒng)內(nèi)部的摩擦熱(由軸承副,、齒輪副等產(chǎn)生)、切削熱等,;
外部熱源:如外部環(huán)境溫度,、陽光輻射等。
2,、工藝系統(tǒng)受熱變形引起的誤差:
1) 工件受熱變形: 工件受熱溫度升高后,,熱伸長量△L為: △ L=αL△t
式中:α為工件材料的熱膨脹系數(shù); L為工件長度,; △ t為工件的溫升,。
例如:死頂尖裝夾工件時,熱變形將造成工件彎曲,。在磨床上為消除熱變形的影響,,而采用彈簧頂尖。
2) 機床受熱變形: 當機床受熱不均時,,造成機床部件產(chǎn)生變形,。 例如:機床主軸前、后端受熱不均,,將造成主軸抬高,,并傾斜,。
3) 刀具受熱變形: 刀具受熱以后,引起刀具熱伸長,,刀尖位置發(fā)生變化,,因而影響加工精度。
3,、減小工藝系統(tǒng)熱變形的途徑
1.減少發(fā)熱和隔熱 2.改善散熱條件 3.均衡溫度場
4.改進機床結(jié)構(gòu) 5.加快溫度場的平衡 6.控制環(huán)境溫度
(三) 刀具的磨損引起的誤差:
刀具在切削過程中,,由于摩擦,刀具將產(chǎn)生磨損,,使刀具尺寸發(fā)生變化,,而造成加工誤差。
三,、 加工后存在的誤差:
(一)工件殘余應(yīng)力引起的誤差
1,、 基本概念
沒有外力作用而存在于零件內(nèi)部的應(yīng)力,稱為殘余應(yīng)力(又稱內(nèi)應(yīng)力),。
工件上一旦產(chǎn)生內(nèi)應(yīng)力之后,,就會使工件金屬處于一種高能位的不穩(wěn)定狀態(tài),它本能地要向低能位的穩(wěn)定狀態(tài)轉(zhuǎn)化,,并伴隨有變形發(fā)生,,從而使工件喪失原有的加工精度。
2,、 內(nèi)應(yīng)力的產(chǎn)生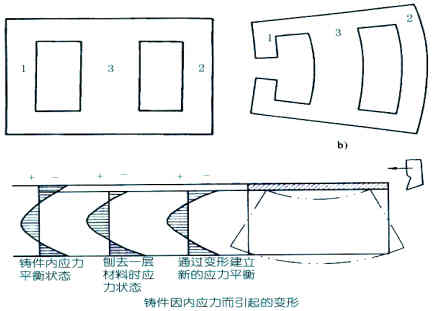
熱加工中內(nèi)應(yīng)力的產(chǎn)生 在熱處理工序中由于工件壁厚不均勻,、冷卻不均、金相組織的轉(zhuǎn)變等原因,,使工件產(chǎn)生內(nèi)應(yīng)力。上圖示一個內(nèi)外壁厚相差較大的鑄件,。澆鑄后,,鑄件將逐漸冷卻至室溫。由于壁1和壁2比較薄,,散熱較易,,所以冷卻比較快。壁3比較厚,,所以冷卻比較慢,。當壁1和壁2從塑性狀態(tài)冷到彈性狀態(tài)時,壁3的溫度還比較高,,尚處于塑性狀態(tài),。所以壁1和壁2收縮時壁3不起阻擋變形的作用,鑄件內(nèi)部不產(chǎn)生內(nèi)應(yīng)力,。但當壁3也冷卻到彈性狀態(tài)時,,壁1和壁2的溫度已經(jīng)降低很多,,收縮速度變得很慢。但這時壁3收縮較快,,就受到了壁1和壁2的阻礙,。因此,壁3受拉應(yīng)力的作用,,壁1和2受壓應(yīng)力作用,,形成了相互平衡的狀態(tài)。如果在這個鑄件的壁1上開一個口,,則壁1的壓應(yīng)力消失,,鑄件在壁3和2的內(nèi)應(yīng)力作用下,壁3收縮,,壁2伸長,,鑄件就發(fā)生彎曲變形,直至內(nèi)應(yīng)力重新分布達到新的平衡為止,。推廣到一般情況,,各種鑄件都難免產(chǎn)生冷卻不均勻而形成的內(nèi)應(yīng)力,鑄件的外表面總比中心部分冷卻得快,。特別是有些鑄件(如機床床身),,為了提高導軌面的耐磨性,采用局部激冷的工藝使它冷卻更快一些,,以獲得較高的硬度,,這樣在鑄件內(nèi)部形成的內(nèi)應(yīng)力也就更大些。若導軌表面經(jīng)過粗加工剝?nèi)ヒ恍┙饘?,這就象在圖中的鑄件壁1上開口一樣,,必將引起內(nèi)應(yīng)力的重新分布并朝著建立新的應(yīng)力平衡的方向產(chǎn)生彎曲變形。為了克服這種內(nèi)應(yīng)力重新分布而引起的變形,,特別是對大型和精度要求高的零件,,一般在鑄件粗加工后安排進行時效處理,然后再作精加工,。
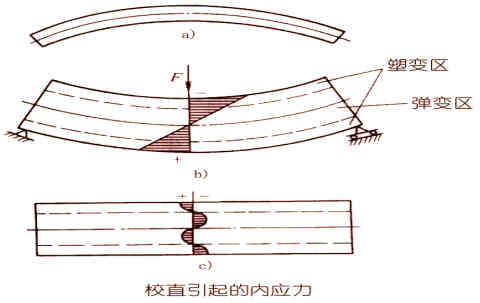
冷校直產(chǎn)生的內(nèi)應(yīng)力 絲杠一類的細長軸經(jīng)過車削以后,,棒料在軋制中產(chǎn)生的內(nèi)應(yīng)力要重新分布,產(chǎn)生彎曲,,如上圖示,。冷校直就是在原有變形的相反方向加力F,使工件向反方向彎曲,,產(chǎn)生塑性變形,,以達到校直的目的。在F力作用下,,工件內(nèi)部的應(yīng)力分布如圖b所示,。當外力F去除以后,,彈性變形部分本來可以完成恢復而消失,但因塑性變形部分恢復不了,,內(nèi)外層金屬就起了互相牽制的作用,,產(chǎn)生了新的內(nèi)應(yīng)力平衡狀態(tài),如圖c所示,,所以說,,冷校直后的工件雖然減少了彎曲,但是依然處于不穩(wěn)定狀態(tài),,還會產(chǎn)生新的彎曲變形,。
3、減小內(nèi)應(yīng)力變形誤差的途徑
1.改進零件結(jié)構(gòu)——設(shè)計零件時,,盡量做到壁厚均勻,,結(jié)構(gòu)對稱,以減少內(nèi)應(yīng)力的產(chǎn)生,。
2.增設(shè)消除內(nèi)應(yīng)力的熱處理工序
1) 高溫時效:緩慢均勻的冷卻,,適用于鑄、鍛,、焊件,;
2) 低溫時效:緩慢均勻的冷卻,適用于半精加工后的工件,,主要是消除工件的表面應(yīng)力,;
3) 自然時效:自然釋放;
3.合理安排工藝過程——粗加工和精加工宜分階段進行,,使工件在粗加工后有一定的時間來松弛內(nèi)應(yīng)力,。
(二) 測量誤差:
1、量具本身的制造誤差,;
2,、測量條件引起的誤差:
1) 冷卻后測量與加工后馬上測量尺寸有變化;
2) 測量力的變化也引起測量尺寸的變化,。