






面銑刀分成2大類,第一類是以釬焊方式將硬質合金刀片固定在刀齒上,,然后把刀齒安裝在銑刀刀體上,,這稱為鑲齒式面銑刀;第二類就是將硬質合金刀片直接安裝在銑刀刀體上,,然后用螺釘?shù)裙潭?,這稱為可轉位機夾式銑刀。面銑刀有軸向前角和徑向前角兩個前角,,根據(jù)被加工對象的材料和切削條件來選擇兩個前角的方向,,即正、負或零,。平面銑削方式一般分為以下幾種:
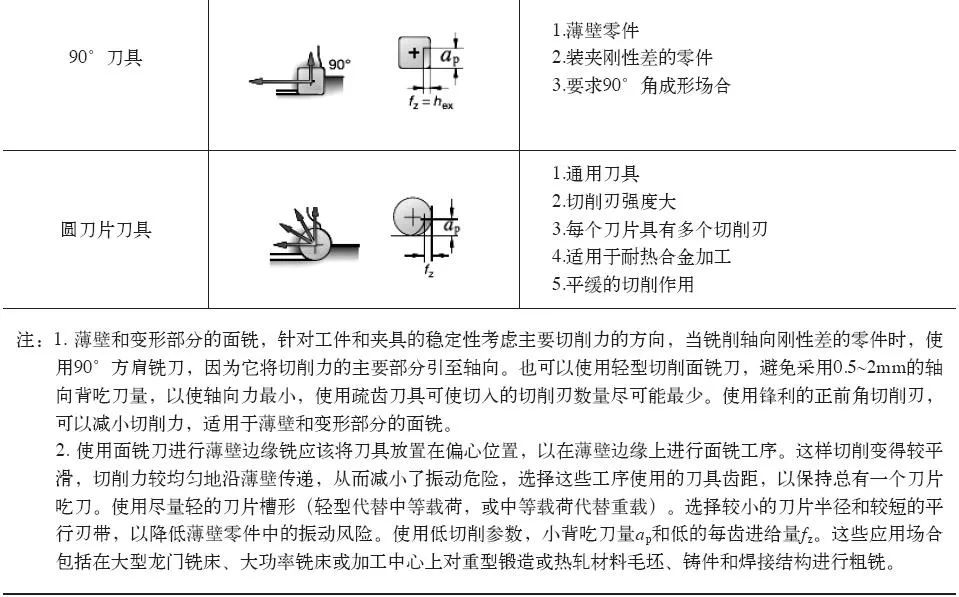
1.普通面銑 面銑是最普遍的銑削工序,,可以使用許多不同刀具進行。具有45°主偏角的刀具最常用,,但在某些工況下也使用圓刀片銑刀,、方肩銑刀以及三面刃銑刀,如下表所示,。

普通面銑切削狀態(tài)
普通面銑刀具選用

2.大進給銑削 對于大進給銑削當使用具有小主偏角的刀具或使用圓刀片刀具時,,由于薄切屑效應,可以以極高的每齒進給量(高達4mm/z)進行面銑,。雖然背吃刀量被限制在2mm以內(nèi),,但是極大的進給使它成為一種高生產(chǎn)率銑削方法,所需刀具選用如下表所示,。

大進給切削狀態(tài)
大進給銑削刀具選用

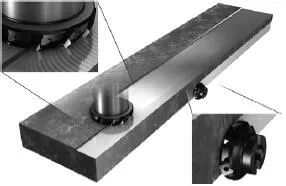
3.重載面銑 一般來說,,重載面銑需要去除大量的材料,同時產(chǎn)生高溫和高切削力,,面銑刀在全背吃刀量處主要切削刃承受重載,,而當背吃刀量接近零時,磨蝕性氧化皮對圓角有磨損,。
重載切削狀態(tài)
當使用磁性工作臺夾緊工件時,,產(chǎn)生的大量切屑通常會停留在刀具周圍,因此會導致中斷或部分排屑,,以及切屑再切削,這些會危害刀具壽命,。為了避免這種情況,,要保持加工范圍內(nèi)沒有切屑。通過增加背吃刀量防止易損刀尖與磨蝕性表皮和氧化皮摩擦,將表面接觸點移動到刀片上較堅固的主切削刃,。
4.不等齒距銑刀 所謂不等齒,,是指有意按照不同尺寸設置面銑刀的切削刃。例如6刃銑刀的等分原本應當保持60°的間距,,而不等分方式則是將分割角度設置為65°,、56°、59°,、65°,、56°、59°,。之所以不等齒銑刀應用廣泛,,是因為在高速切削時,由于主軸高速旋轉,,如果刀具中存在不平衡量,,它所產(chǎn)生的離心力將對主軸軸承、機床部件等施加周期性載荷,,從而引起振動,,這將對主軸軸承、刀具壽命和加工質量造成不利影響,。而不等齒距立銑刀是一種新型高性能切削刀具,,它能有效地抑制顫振,提高被加工表面質量,。
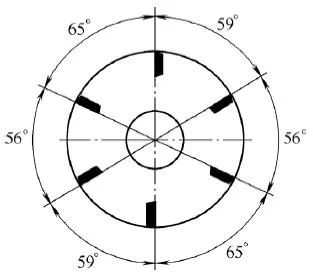
不等齒距銑刀